Technological map for voltage transformer repair. We repair power transformers. Conditions for performing work
Results of the analysis of labor organization and measures to improve it.
Technological maps provide a detailed technically sound description of operations for the current repair of equipment at traction substations, substations and substations and must be strictly observed when performing work. They define the categories of work in relation to safety measures, the composition of performers and their qualifications, and set out the basic requirements to ensure the safety of personnel. The number of performers and safety measures when preparing the workplace are specified by the work order (order) issued for the work.
The title of the position of an electrician in this collection is adopted in accordance with the Qualification characteristics and pay grades for positions of managers, specialists and employees according to the industry wage scale (approved by the instruction of the Ministry of Railways dated October 18, 1996 No. A-914u) and the Collection of changes and additions to the qualification characteristics and pay grades labor positions of managers, specialists and employees according to the industry tariff schedule (Moscow, PVC Ministry of Railways of the Russian Federation, 1999). The name of the profession and qualification level of an electrician at a traction substation is according to the Unified Tariff and Qualification Directory of Work and Professions of Workers (ETKS), issue 56 and the Collection of Tariff and Qualification Characteristics of Professions of Workers Employed in Railway Transport (Moscow, PVC Ministry of Railways of the Russian Federation, 1999).
When performing the work provided for in the collection, instruments, tools and accessories are used that are produced by the electrical industry and are designed specifically for work in electrical installations of traction substations. Recommended lists of them are given in each technological map. In addition to the recommended ones, other types of devices with similar or similar characteristics can be used.
Performers must be provided with the necessary tools, instruments and devices that meet the technical conditions. They are cared for by personnel performing basic work.
All operating personnel involved in technological processes must have sufficient experience and pass a safety test.
The limits of numerical indicators given in the collection, in which “up to” is indicated, should be understood inclusive, “not less” - are the smallest.
When this collection is published, the collection “Map of technological processes of capital, current repairs and preventive tests of specific equipment of traction substations of electrified railways”, approved on January 14, 1994 by the Ministry of Railways of the Russian Federation, No. TsEE-2, becomes invalid.
2. Transformers Routing № 2.1.
Current repairs of power transformers10000 - 63000 kVA1. Cast
Electromechanic - 1
Electrician of traction substation 4 categories - 1
Electrician of traction substation 3rd category - 1
2. Conditions for performing work
The work is being done:
With stress relief
Alongside
3. Protective equipment, devices, tools, accessories and materials:
Protective helmets, safety belt, ladder, grounding, short-circuits, dielectric gloves, megohmmeter for voltage 1000 and 2500 V, stopwatch, thermometer, level, pump with pressure gauge and hose, wrenches, combination pliers, screwdrivers, scraper, brushes, container for draining sediment, glass containers with a ground stopper for taking oil samples, indicator silica gel, silica gel, transformer oil, CIA-TIM lubricant, white spirit, moisture-oil-resistant varnish or enamel, spare oil indicator glasses, rubber gaskets, cleaning material, rags
4. Preparatory work and permission to work
On the eve of the work, submit an application for the transformer to be taken out for repair.
Check the serviceability and expiration dates of protective equipment, devices, prepare tools, installation devices and materials.
After issuing the work order, the work contractor must receive instructions from the person who issued the work order.
4.4. Operating personnel prepare the workplace. The work foreman checks the implementation of technical measures to prepare the workplace.
Clear the team for work.
The work manager instructs the team members and clearly distributes responsibilities between them.
End of technological art№ 2.2.
|
Changing the oil in hydraulic seals of oil-filled bushings A silica gel in moisture-absorbing cartridges (see rns. 2.1.1., Fig. 2. 1.3.) |
The state of silica gel in desiccant cartridges is determined by the color of the indicator silica gel. If the color changes from blue to pink, replace the silica gel in the cartridges and the oil in the water seal. Replace Siliga gel in dry weather, taking the dehumidifier out of operation for no more than one hour. Check the oil level in the hydraulic seal. Replacing silica gel is carried out as follows: disconnect the cartridge from the input, replace the silica gel, having previously cleaned the cartridge of contaminants, replace the oil in the hydraulic seal, attach the cartridge to the input |
|
|
Checking the operating condition of transformer taps and dampers |
Check compliance with the operating position of devices, taps, and dampers. Carry out an inspection to check the oil level in the inputs and tanks of the transformer. Record the readings of thermal alarms, oil level indicators, air temperature, and the position of the switches of all windings |
Note. All operations with oil-filled and bushings for voltage 110-220 kV must be performed together with a RRU specialist.
TYPICAL TECHNOLOGICAL CARD
INSTALLATION OF POWER TRANSFORMERS WITH NATURAL OIL COOLING, VOLTAGE UP TO 35 kV, POWER UP TO 2500 kVA
1 AREA OF USE
A typical technological map has been developed for the installation of power transformers.
Requirements for transportation, storage, as well as installation and commissioning of power transformers are determined by the instructions "Transportation, storage, installation and commissioning of power transformers with voltage up to 35 kV inclusive without revision of their active parts" and the technical guidelines "Power transformers, transportation , unloading, storage, installation and commissioning."
The power transformer, which arrived from the equipment supplier (manufacturer, intermediate base), is subjected to external inspection. During the inspection, they check the presence of all places on the railway bill of lading, the condition of the packaging, the absence of oil leaks at the joints of the radiators with the tank and at the sealing points, the integrity of the seals, etc.
The packaging of dry transformers must ensure their safety from mechanical damage and direct exposure to moisture.
If a malfunction or damage is detected, a report is drawn up and sent to the plant or intermediate base.
After inspection and acceptance of the transformer, they begin to unload it.
It is recommended to unload the transformer using an overhead or mobile crane or a stationary winch of appropriate lifting capacity. In the absence of lifting means, it is allowed to unload the transformer onto the sleeper cage using hydraulic jacks. Unloading of transformer components (coolers, radiators, filters, etc.) is carried out by a crane with a lifting capacity of 3 to 5 tons. When unloading transformers with lifting devices (crane, etc.), it is necessary to use inventory slings of the appropriate lifting capacity, which have factory stamps and have been tested .
To lift the transformer, there are special hooks on the walls of its tank, and eyelets (lifting rings) on the roof of the tank. Slinging of cables for large transformers is carried out only with hooks, for small and medium ones - with hooks or eyes. The clamps and lifting ropes used for lifting must be made of steel rope of a certain diameter corresponding to the mass of the transformer. To avoid cable breaks, wooden pads are placed under all sharp edges of the bends.
The heavy transformer, which arrives disassembled, is unloaded using a heavy-duty railway crane. In the absence of such a crane, unloading is carried out using winches and jacks. To do this, the transformer tank, installed on a railway platform, is first lifted with two jacks using lifting brackets welded to the bottom and walls of the tank, then a trolley supplied separately from the tank is brought under the tank, and with the help of winches the tank is rolled down from the platform onto a specially prepared sleeper stand. Rolling is carried out along steel strips placed under the rollers of the cart. The remaining components of the transformer (expansion tank, terminals, etc.) are unloaded with conventional cranes.
The unloaded transformer is transported to the installation site or to a workshop for inspection. Depending on the weight of the transformer, transportation is carried out by car or on a heavy-duty trailer. Transportation by drag or on a steel sheet is prohibited.
Vehicles used to transport transformers must have a horizontal loading platform that allows the transformer to be freely installed on it. When placing the transformer on a vehicle, the major axis of the transformer must coincide with the direction of travel. When installing a transformer on a vehicle, it is necessary to take into account the location of the inputs on the transformer to avoid subsequent rotation before installation at the substation.
Dismantled components and parts can be transported along with the transformer if the load capacity allows vehicle and if the requirements for transportation of the transformer itself and its components are not violated.
The carrying capacity of the vehicle must be no less than the mass of the transformer and its elements if they are transported together with the transformer. It is not allowed to apply traction, braking or any other types of forces to the transformer structural elements when transporting them.
Figure 1 shows a diagram of how to install a transformer on a car.
Fig.1. Diagram of installation and fastening of the transformer on the car
In some cases, before installation, transformers are stored for a long time in on-site warehouses. Storage must be organized and carried out in such a way as to exclude the possibility of mechanical damage to transformers and dampening of the insulation of their windings. Compliance with these requirements is ensured by certain storage conditions. Depending on the design and method of shipment of transformers, their storage conditions will be different. In all cases, it is necessary that the duration of storage of transformers does not exceed the maximum permissible established by the instructions mentioned above.
The storage conditions for power transformers with natural oil cooling are accepted according to the group of storage conditions OZHZ, i.e. in open areas.
The storage conditions for dry, unsealed transformers must comply with the conditions of group A, and for transformers with a non-flammable liquid dielectric - group OZh4. The storage conditions for spare parts (relays, fasteners, etc.) for all types of transformers must comply with condition group C.
Dry-type transformers must be stored in their own casings or original packaging and must be protected from direct exposure to precipitation. Oil transformers and transformers with liquid non-flammable dielectric must be stored in their own tanks, hermetically sealed with temporary (during transportation and storage) plugs and filled with oil or liquid dielectric.
When storing transformers up to 35 kV inclusive, transported with oil without expanders, installing the expander and adding oil must be done as soon as possible. short term, but no later than 6 months. When storing transformers with a voltage of 110 kV and above, transported without an expander with or without oil, the installation of the expander, topping up and filling of oil should be carried out as soon as possible, but no later than 3 months from the date of arrival of the transformer. The oil must comply with the requirements of the PUE. The oil level must be periodically monitored (if the level drops, oil must be added); at least once every 3 months, an oil sample must be taken for a short analysis. The absence of oil leakage from the transformer tank is periodically checked by following marks on the tank and fittings. Sealed oil transformers and transformers with non-flammable liquid dielectric must be stored in the manufacturer's packaging and protected from direct exposure to precipitation.
2. ORGANIZATION AND TECHNOLOGY OF WORK EXECUTION
INSTALLATION OF POWER TRANSFORMERS WITH NATURAL OIL COOLING
The facilities mainly use power transformers with natural oil cooling, voltage up to 35 kV, power up to 2500 kVA. The scope of work for installing a power transformer with natural oil cooling depends on the form in which it arrives from the factory - assembled or partially disassembled. Regardless of the type of delivery, the sequence of installation operations will be the same.
When installing a power transformer, you must perform the following steps in sequence:
Accept the premises (installation site) and transformer for installation;
Inspect the transformer;
Dry the windings (if necessary);
Assemble and install the transformer in place.
Acceptance of premises (installation site) and transformer for installation
The room (open area) for installation of the transformer must be completely completed. Lifting devices or portals must be installed and tested before installation of the transformer.
As is known, the supply of power transformers and their delivery to the installation area must be carried out by the customer. When accepting transformers for installation and determining the possibility of further work, the entire range of issues related to transportation and storage, the condition of transformers by external inspection and determination of insulation characteristics, readiness and equipment of the room or installation site are considered.
The customer must provide the following necessary information and documents:
Date of dispatch of transformers from the manufacturer;
Conditions of transportation from the manufacturer (by rail or other transport, with or without oil, with or without an expander);
Acceptance certificate of the transformer and components from railway;
Scheme of unloading and transportation from the railway to the installation site;
Storage conditions for transformers and components (oil level in the transformer, period for filling and topping up oil, characteristics of the filled or topped up oil, results of transformer insulation assessment, oil sample testing, leak testing, etc.).
At the same time, the condition of the transformer is assessed by external inspection, the results of checking the tightness of the transformer and the condition of the indicator silica gel.
At external inspection check for dents and seals on the taps and plugs of the transformer.
The transformer is checked for leaks before installation, before adding or adding oil. Before checking the tightness, tightening the seals is prohibited. The tightness of transformers transported with an expander is determined within the oil indicator marks.
The tightness of transformers transported with oil and a dismantled expander is checked by pressing an oil column 1.5 m high from the level of the cover for 3 hours. The transformer is considered tight if, during testing, no oil leaks are observed in places located above the level of the oil with which it arrived transformer. It is allowed to check the tightness of the transformer by creating an excess pressure of 0.15 kgf/cm (15 kPa) in the tank. The transformer is considered sealed if after 3 hours the pressure drops to no more than 0.13 kgf/cm (13 kPa). The tightness of transformers transported without oil and filled with dry air or inert gas is checked by creating an excess pressure of 0.25 kgf/cm (25 kPa) in the tank. The transformer is considered sealed if the pressure drops after 6 hours to no more than 0.21 kgf/cm (21 kPa) at a temperature environment 10-15 °C. Creation of excess pressure in the transformer tank is carried out by pumping dry air through a silica gel desiccant with a compressor or by supplying dry inert gas (nitrogen) from cylinders into the tank.
Acceptance of transformers for installation is documented in an act of the established form. Representatives of the customer, installation and commissioning (for transformers of size IV and above) organizations participate in the acceptance.
Audit
An inspection of power transformers is carried out before installation in order to check their condition, identify and timely eliminate possible defects and damage. The inspection can be carried out without inspecting the removable (active) part or with inspecting it. All transformers to be installed are subject to inspection without inspection of the removable part. An audit with inspection of the removable part is carried out in cases where damage to the transformer is detected, which gives rise to assumptions about the presence of internal faults.
Transformers currently produced have additional devices that protect their removable part from damage during transportation. This makes it possible, subject to certain storage and transportation conditions, not to carry out a labor-intensive and expensive operation - inspection with lifting of the removable part. The decision to install transformers without revising the removable part should be made based on the requirements of the instructions “Transportation, storage, installation and commissioning of power transformers for voltages up to 35 kV inclusive without revision of their active parts” and “Power transformers. Transportation, unloading, storage, installation and commissioning." At the same time, a comprehensive assessment of compliance with the requirements of the instructions is carried out with the preparation of appropriate protocols. If the requirements of the instructions are not met or faults are detected during an external inspection that cannot be eliminated without opening the tank, the transformer is subject to inspection with inspection of the removable part.
When conducting an audit without inspecting the removable part, a thorough external inspection of the transformer is carried out, an oil sample is taken to test for electrical strength and chemical analysis; measure the insulation resistance of the windings.
During the inspection, they check the condition of the insulators, make sure that there are no oil leaks at the seals and through the welds, and that there is the required oil level in the conservator.
The electrical strength of the oil, determined in a standard vessel, should not be less than 25 kV for devices with higher voltages up to 15 kV inclusive, 30 kV for devices up to 35 kV and 40 kV for devices with voltages from 110 to 220 kV inclusive.
Chemical analysis of transformer oil is carried out in a special laboratory, and compliance is determined chemical composition oils to GOST requirements.
The insulation resistance of the windings is measured with a megohmmeter for a voltage of 2500 V. The insulation resistance is measured between the high and low voltage windings, between each winding and the housing. For oil transformers with higher voltage up to 35 kV inclusive and power up to 6300 kVA inclusive, insulation resistance values measured at the sixtieth second () must be at least 450 MOhm at a temperature of +10 °C, 300 MOhm at +20 °C, 200 MOhm at +30 °C, 130 MOhm at +40 °C. The value of the absorption coefficient should be at least 1.3 for transformers with a power up to 6300 kVA inclusive.
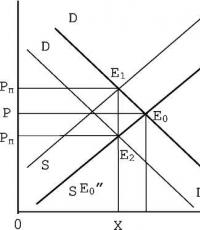
The physical essence of the absorption coefficient is as follows. The nature of the change in the measured value of the winding insulation resistance over time depends on its condition, in particular on the degree of humidification. To understand the essence of this phenomenon, we will use an equivalent circuit for winding insulation.
Figure 2 shows the insulation resistance measurement circuit and the equivalent circuit. In the process of measuring insulation resistance using a megohmmeter, DC voltage is applied to the winding insulation. The drier the winding insulation, the greater will be the capacitance of the capacitor formed by the winding conductors and the transformer body, and therefore, the greater the charge current of this capacitor will flow in the initial period of measurement (at the fifteenth second from the moment the voltage is applied) and the megohmmeter readings will be smaller ( ).
In the subsequent measurement period (at the sixtieth second), the capacitor charge ends, the charge current decreases, and the megohmmeter reading increases () .
The drier the insulation of the windings is, the greater the difference in megohmmeter readings will be in the initial () and final () measurement periods and, conversely, the wetter the insulation of the transformer windings is, the smaller the difference in these readings will be. 
6. TECHNICAL AND ECONOMIC INDICATORS
State estimate standards.
Federal unit prices for equipment installation.
Part 8. Electrical installations
FERM 81-03-08-2001
Order of the Ministry of Regional Development of Russia dated August 4, 2009 N 321
Table 08-01-001. Power transformers and autotransformers
Meter: pcs.
| Pricing code | Name and technical specifications equipment or types of installation | Direct costs, rub. | Including, rub. | Labor costs of workers - installers, person-hours |
|||
| Remuneration of workers - installers | machine operation | math rials | |||||
| Total | incl. wages for workers operating a machine | ||||||
| Three-phase transformer: |
|||||||
| 08-01-001-06 | 35 kV power 2500 kVA | 7018,51 | 2635,88 | 3748,71 | 360,72 | 633,92 | 274 |
BIBLIOGRAPHY
SNiP 3.03.01-87. Load-bearing and enclosing structures.
SNiP 12-03-2001. Occupational safety in construction. Part 1. General requirements.
SNiP 12-04-2002. Occupational safety in construction. Part 2. Construction production.
GOST 12.2.003-91. SSBT. Production equipment. General safety requirements.
GOST 12.3.009-76. SSBT. Loading and unloading works. General safety requirements.
GOST 12.3.033-84. SSBT. Construction machines. General safety requirements for operation.
GOST 24258-88. Scaffolding means. Are common technical specifications.
PPB 01-03. Fire safety rules in Russian Federation.
The electronic text of the document was prepared by Kodeks JSC
and verified according to the author's material.
Author: Demyanov A.A. - Ph.D., teacher
Military Engineering and Technical University,
St. Petersburg, 2009
) on open switchgears, when drawing up construction organization projects (COP) and electrical installation work projects (PPER).
Current transformers of the TFZM and TFRM series (single-phase, electromagnetic, oil, outdoor installation, support type) are designed to transmit information signals to measuring instruments, protection and control devices in alternating current installations.
Current transformers (hereinafter referred to as "transformers"") TFZM 500 B and TFRM 750 A are made in the form of two stages (lower and upper), the rest are single-stage. Transformers 220 - 750 kV have a screen on the expander, and two-stage transformers, in addition, have an additional screen covering the joint of the stages.
The technological map contains instructions for organitions and installation technologies, a list of mechanisms, tools, information on material costs, calculation of labor costs and work schedules.
The map assumes that work related to the installation of transformers is carried out directly at the installation site, at the place of their installation, etc.
All calculated indicators in the map are given for the installation of one group (three phases) of transformers.
Labor costs for setup work, installation schedules andcalculations are not taken into account.
The technological map has been developed in accordance with " Methodical instructions on the development of standard technological maps in construction." M., TsNIIOMTP Gosstroy USSR, 1987.
Prohibits to open transformers and take oil samples.
Installation should be carried out with the participation of the chief engineer of the manufacturer.
Technical criteria and controls for operations and processes are given in Table. . Acceptance inspection of mounted transformers is carried out in accordance with SNiP 3.05.06-85. When accepting work, they present documentation in accordance with the list of appendices. .
Current repairs of transformers are carried out in the following periods:
- central transformers distribution substations- according to local instructions, but at least once a year;
- for all others - as needed, but at least once every 3 years.
The first major overhaul of substation transformers is carried out no later than 6 years after commissioning, and subsequent repairs are carried out as necessary, depending on the measurement results and the condition of the transformer.
The scope of current repairs includes the following work:
- external inspection and damage repair,
- cleaning of insulators and tank,
- draining dirt from the expander,
- adding oil and checking the oil indicator,
- checking thermosiphon filters and, if necessary, replacing the sorbent,
- checking the condition of the blow-out fuse, circulation pipes, welds, flange seals,
- security check,
- taking and checking oil samples,
- carrying out preventive tests and measurements.
The scope of major repairs includes all work provided for current repairs, as well as repair of windings, magnetic circuits, checking the condition of contact connections of windings to the voltage switch and terminals, checking switching devices, repairing their contacts and switching mechanism, checking the condition of the transformer tank, expanders and pipelines, repairing inputs.
The transformer is emergency taken out of service for repair under the following conditions:
- strong internal crackling, characteristic of an electrical discharge, or uneven noise,
- abnormal and constantly increasing heating under normal load and cooling,
- release of oil from the conservator or destruction of the exhaust pipe diaphragm,
- oil leakage and its level falling below the permissible limit,
- upon receipt of unsatisfactory results of chemical analysis of the oil.
Aging winding insulation and oil moisture can lead to frame faults and phase-to-phase faults in the transformer windings, resulting in abnormal operating noise of the transformer.
A malfunction in the form of a “steel fire”, which occurs due to a violation of the inter-sheet insulation of the core or the insulation of the coupling bolts, leads to an increase in heating of the housing and oil under normal load, humming and characteristic crackling inside the transformer.
Increased “humming” in a transformer can occur due to weakening of the magnetic core compression, significant phase load asymmetry, and when the transformer operates at high voltage. Crackling inside the transformer indicates an overlap (but not a breakdown) between the winding or taps to the frame, or a ground break, which can cause electrical discharges from the winding or its taps to the frame.
| Loosening the bolts securing the transformer cover and other parts (expander, exhaust pipe, etc.) | Check and tighten all bolts |
| The transformer operates at increased voltage | Set the voltage switch to the appropriate position. |
| The pressing of the joints in the magnetic circuit is broken | The tightening of the vertical pins tightening the rods with the yokes has become loose. Repress the magnetic core, replacing the gaskets in the upper and lower joints of the magnetic core |
| Loosening the compaction of the laminated magnetic circuit | Check all pressing bolts and studs and tighten any loose ones. |
| Vibration of the outer sheets of the magnetic circuit | Wedge the magnetic core sheets |
| Transformer overload | Reduce load | Reduce load unbalance |
| Short circuits between phases, between turns of windings | Repair or replace winding |
Breaks in the windings are a consequence Bad quality contact connections in windings.
A break in the primary winding of a delta-star, delta-delta and star-star transformer leads to a change in the secondary voltage.
To determine the scope of the upcoming repair, a defect detection of the transformer is carried out, which is a set of works to identify the nature and extent of damage to its parts. Based on the defects, the causes, extent of damage and the required amount of repair of the transformer are determined. At the same time, the needs for materials, tools, and devices for repairs are determined.
| Symptoms of a problem | Possible causes of malfunction | Troubleshooting |
| Overheating of transformers | Transformer overloaded | Establish overload by instruments or by taking a daily current graph. Eliminate the overload by switching on another transformer or disconnecting less critical consumers |
| High air temperature in the transformer room | If the air temperature exceeds 8 - 10 °C at a distance of 1.5 - 2 m from the transformer at the middle of its height - improve the ventilation of the room | |
| The oil level in the transformer has decreased | Add oil to normal level | |
| Damage inside the transformer (turn circuit, short-circuited circuits due to damage to the insulation of tie bolts and studs, etc.) | With the rapid development of these damages, the oil temperature will increase, gases will be released and the gas protection will trigger a signal or shutdown | Eliminate overload or reduce load unbalance across phases |
| Breakdown of windings to the housing, between HV and LV windings or between phases | Deterioration of oil quality or decrease in its level | Insulation is tested with a megohmmeter or increased voltage |
| Deterioration of insulation quality due to its aging | If necessary, the winding is repaired, and the oil is added or changed completely. | |
| Crackling inside the transformer | Overlap between windings or body taps | Open the transformer and repair the winding and ground taps |
| Ground break | ||
| Break in the windings | Bad soldering of windings | Often a break occurs at the bend of the wire ring under the bolt |
| Damage in taps from windings to terminals | Replaced with a flexible connection in the form of a damper | |
| Melted or burnt out contact surfaces switching device | The switch is poorly assembled or short circuits have occurred | Repair or replace switch |
| Oil leakage from taps, flanges, welded joints | The valve plug is poorly ground, the flange joint gaskets are damaged, the weld density of the transformer tank is broken | Grind in the tap, replace the gaskets or tighten the bolts on the flanges, weld the seams acetylene welding. After welding, test the tank with water for 1 - 2 hours with a water column pressure of 1.5 m above the oil level in the conservator |
Disassembly of transformers
Disassembly of the transformer during major repairs is carried out in the following order. Drain the oil from the expander, remove the gas relay, safety pipe and expander; Place plugs on the holes in the tank lid. Using lifting mechanisms, the cover with the active part of the transformer is lifted using slings using lifting rings. Having lifted it by 10 - 15 cm, inspect the condition and position of the sealing gasket, separate it from the tank frame with a knife and, if possible, save it for reuse. After this, the active part is removed from the tank in areas convenient for work on removing oil sludge, washing the windings and core with a stream of heated oil and defect detection. Then the active part is installed on a pre-prepared platform with a pallet. Having raised the active part of the transformer 20 cm above the level of the tank, move the tank to the side, and for ease of inspection and repair the active part is installed on a strong platform. The windings are cleaned of dirt and washed with a stream of transformer oil heated to 35 - 40 °C.
If the transformer has inputs located on the walls of the tank, then first remove the cover, drain the oil from the tank 10 cm below the input insulators and, having disconnected the inputs, remove the insulators, and then remove the active part from the tank.
Disassembly, inspection and repair of the transformer are carried out in a dry, closed room adapted for this work.
After removing the active part, the condition of the magnetic circuit is checked - the density of the assembly and the quality of the blending, the strength of the fastenings of the yoke beams, the condition of the insulating sleeves, washers and gaskets, the degree of tightening of the nuts, studs, tie bolts, and the condition of the grounding. Pay special attention to the condition of the windings - the wedging on the magnetic cores and the strength of the windings, the absence of signs of damage, the condition of the insulating parts, the strength of the terminal connections, dampers.
During the period of major overhaul of the transformer, in addition to the listed work, if necessary, the yoke of the magnetic circuit is loosened, the iron is pressed out and the winding coils are removed.
Repair of transformer magnetic core
The most common type of magnetic core of power transformers is flat (rod) (Fig. 123, a). The cross section of the yoke 6 and 7 is rectangular in shape, and the rod is in the form of a multi-stage figure 3, close to a circle. The magnetic core is tightened with 5 x 8 yoke beams using through pins 4 and vertical tie rods 2.
Rice. 123. Flat (a) and spatial (b) magnetic cores of a transformer:
1 - axes of rods; 2 - vertical tie rods: 3 - multi-stage rod figure; 4 - through studs; 5, 8 - yoke beams; 6, 7 - cross sections of the yoke; 9 - support beam; 10 - bandage; 11 - insulating tube; 12 - insulating gasket; 13 - disc spring, 14 - insulating gasket.
Transformers with a power of 250 - 630 kV A are produced with magnetic cores of a pinless design. The pressing of the rod plates in these transformers is carried out using strips and wedges driven between the magnetic core and the cylinder. Recently, the industry has been producing transformers with a power of 160 - 630 kVA with a spatial magnetic circuit (Fig. 123, b). The magnetic core of such a transformer is a rigid structure, the vertical axes of the rods 1 of which have a spatial arrangement. The steel sheets of the rod are pressed with a bandage 10 made of insulating material or a steel strip with a spacer of insulating material instead of studs. The upper and lower yokes are tightened with vertical tie rods 2 using nuts, under which disc springs 13 are placed. To isolate the studs from the yoke, insulating gaskets 14 are used, and insulating tubes 11 are used from the rods. The entire structure of the magnetic circuit is secured with studs to the support beams 9.
The spatial magnetic circuit is made butted instead of laminated, since the yoke and rods are connected into a magnetic circuit by joining. To avoid short circuit between the steel of the yoke and the rod, an insulating gasket 12 is laid between them.
In previously produced transformers, the magnetic cores were tightened with horizontal pins, insulated from the steel of the magnetic core and passing through holes in the plates.
Disassembling the magnetic core is as follows: unscrew the top nuts of the vertical studs and the nuts of the horizontal studs, remove them from the holes in the yoke, remove the yoke beams and begin to loosen the upper yoke of the magnetic core, starting with the outermost packages of two or three plates. The plates are folded in the same sequence in which they are removed from the yoke and tied into bags.
In magnetic circuits held together by horizontal studs, the insulation of the studs is often damaged, which leads to short circuits of the steel plates and causes strong heating of the iron by eddy currents. When repairing a magnetic circuit of this design, the insulating sleeve is replaced with a new one. If there are no spare ones, the sleeve is made from bakelite paper, wound around a pin, impregnated with bakelite varnish and baked. Insulating tubes for studs with a diameter of 12 - 25, 25 - 50 and 50 - 70 mm are made with wall thicknesses of 2 - 3, 3 - 4 and 5 - 6 mm, respectively. Pressure insulating washers and spacers for studs are made of electrical cardboard with a thickness of 2 mm or more.
Restoring the damaged insulation of the magnetic circuit plates begins with boiling the sheets in a 10% solution of caustic soda or a 20% solution of trisodium phosphate, followed by washing the sheets in hot (50 - 60 ° C) running water. After this, a mixture of 90% hot-drying varnish No. 202 and 10% pure filtered kerosene is carefully sprayed onto a steel sheet heated to 120°C. You can use glyphthalic varnish No. 1154 and benzene and gasoline solvents to insulate the plates. After applying the insulation layer, the plates are dried at 25 C for 7 hours. For large volumes of work, special machines are used for varnishing the plates, and special ovens are used for baking and drying them.
When replacing plates that have become unusable, new steel plates made from samples or templates are used. In this case, the sheets are cut so that the busbar side of the plates is along the rolling direction of the steel; holes for tie rods in the plates are made by stamping rather than drilling. After making the plate, I coat it! insulation using one of the above methods.
Lashing begins with the central package of the middle rod, laying the plates with the insulated side inside the yoke. Then the outer packages are blended, starting with the long plates and avoiding overlapping of the narrow plates of the rods and gaps in the joints. The holes in the yoke plates must exactly match the holes in the rod plates. The plates are leveled by hammering on a copper or aluminum busbar. A well-stitched yoke has no gaps between the layers of plates, gaps, or damage to the insulation between the plates at the junction.
After leveling the upper yoke, the upper yoke beams are installed and the magnetic core and windings are pressed using them. Yoke beams in transformers are insulated from the plates with a ring-shaped washer made of electrical cardboard 2-3 mm thick with pads attached on both sides.
On both sides of the upper yoke, yoke beams are installed into the holes of the beams, four vertical tie rods with insulating tubes are inserted, cardboard and steel washers are put on the ends of the studs and tightened with nuts. The vertical yoke beams are grounded with several tinned copper tapes.
The nuts are tightened on the tie rods, pressing the upper yoke, and the nuts of the vertical pressing studs are evenly tightened; the winding is pressed, and then the upper yoke is finally pressed. Measure the insulation resistance on the studs with a megohmmeter, loosen the nuts on the studs so that they do not unscrew themselves during operation of the transformer.
Repair of transformer windings
The windings of power transformers are the main element of the active part. In practice, windings are damaged much more often than other transformer elements.
Depending on the power and rated voltage, different winding designs are used in transformers. Thus, in power transformers with a power of up to 630 kV A at low voltage, mainly single- and double-layer cylindrical windings are used; with a power of up to 630 kV -A at higher voltages of 6, 10 and 35 kV, multilayer cylindrical windings are used; with a power of 1000 kV A and more, screw windings are used as LV windings. In a screw winding, the rows of wound turns are arranged so that channels for oil are formed between them. This improves the cooling conditions of the winding due to the flow of cooling oil. The wires of the screw winding are wound onto paper-bakelite cylinders or cut templates using slats and electrical cardboard spacers, which form vertical channels along the inner surface of the winding, as well as between its turns. Screw windings have great mechanical strength. Repair of power transformer windings can be carried out without stripping or with stripping of magnetic circuits.
Minor deformation of individual turns, damage to small sections of wire insulation, weakening of winding compaction, etc. are eliminated without dismantling the active part of the transformer.
When repairing windings without removing them, the deformed turns of the windings are straightened by hitting a hammer on a wooden spacer placed on the turn. When repairing turn insulation without dismantling the windings, use oil-resistant varnished cloth (LKhSM brand), which is applied to the bare turn conductor. The conductor is pre-pressed with a wooden wedge for ease of work on insulating the turn. The varnished fabric tape is wound overlapping, overlapping the previous turn of the tape by V2 part of its width. A common bandage made of cotton tape is applied to the coil insulated with varnished fabric.
Pre-pressing of weakened windings, the design of which does not provide for pressing rings, is carried out using additional insulating gaskets made of electrical cardboard or getinax. To do this, a wooden wedge is temporarily hammered into adjacent winding rows to weaken the density of the gaskets, thus ensuring that the hammered pressing gasket fits into the weakened area. Hammer the pressing pad and move on to the next place. This work is carried out along the entire circumference of the winding, driving gaskets between the yoke and additional insulation.
Significant damage to the windings (turn short circuits, breakdown of winding insulation on the steel of the magnetic core or between the HV and LV windings, etc.) is eliminated after removing the windings.
To dismantle the windings, the magnetic circuit of the transformer is loosened. Work begins by unscrewing the upper nuts of the vertical studs. Then unscrew the nuts of the horizontal pins, remove the horizontal pressing pins from the hole in the yoke and remove the yoke beams. One of the yoke beams is pre-marked symbol(VN or NN).
The deburring of the plates of the upper yoke of the magnetic circuit begins simultaneously from the HV and LV sides, removing 2 - 3 plates alternately from the outer packages. The plates are laid in the same order in which they were removed from the yoke. and tied into bags. To protect the plates of the magnetic core rods from damage to the insulation and scattering, they are tied by threading a piece of wire into the hole for the pin.
Dismantling of the windings of transformers of small power is carried out manually, and with a power of 630 kVA and above - using removable devices. Before lifting, the winding is firmly tied with a rope along its entire length and the grips of the device are carefully placed under the winding.
Damaged coils are replaced with new ones. If a new coil may become wet during storage, then it is dried in drying chamber or infrared rays.
The copper wire of the failed coil is reused. To do this, the wire insulation is burned in an oven, washed in water to remove any remaining insulation, straightened and new insulation is wound. For insulation, cable or telephone paper 15 - 25 mm wide is used, wound onto the wire in two or three layers. The bottom layer is applied end-to-end, and the top layer is overlapped, overlapping the previous turn of the tape by ½ or ¼ of its width. Strips of insulating tape are glued together with bakelite varnish.
Often, a new one is made to replace a failed coil. The method of manufacturing windings depends on their type and design. The most advanced design is a continuous winding, manufactured without breaks. When making a continuous winding, the wires are wound onto a template wrapped in a sheet of electrical cardboard 0.5 mm thick. On a cylinder mounted on a winding machine, slats with spacers are laid to form channels and the end of the winding wire is secured with cotton tape. Winding of turns of a continuous winding can be done clockwise (right-hand version) and counter-clockwise (left-hand version). Turn on the machine and guide the winding wire evenly along the cylinder. Transitions from one coil to another during winding are determined according to the calculation note and are carried out in the interval between the same two slats. The places where the wires pass are additionally insulated with electrical cardboard boxes secured with cotton tape. After winding is completed, bends are made (external and internal), placing them in accordance with the drawings, and insulating them. Insulating support rings are installed at the ends of the coil and removed from the machine. The coil is tightened with metal plates using tie rods and sent to the drying chamber for drying.
The algorithm diagram and technological map for the production of a multilayer HV winding of a transformer with a power of 160 kVA and a voltage of 10/04 kV are given below.

| No. | Winding manufacturing procedure | Tool, material |
| 1. | Prepare the bakelite cylinder, check its condition and dimensions, and secure it on the machine. If there is no ready-made one, make a cylinder from electrical cardboard 32 mm longer than the length of the winding | Yardstick Electrocardboard EMC 1.5 - 2 mm thick |
| 2. | Prepare insulating material for interlayer insulation. To make layer-by-layer insulation, electrical cardboard with a thickness equal to the diameter of the wire (or the thickness of the turn) is used; the finished insulation is wrapped in telephone paper. | Scissors, cable paper (0.1 m), EMC electrical cardboard (0.5 mm), telephone paper (0.05 mm) |
| 3. | Install the wire spool on the turntable and adjust the wire tension. | Turntable, winding wire PB with a diameter of 1.45/1.75. |
| 4. | Install the end equalizer belt on the cylinder close to the cheek of the template. Bend the wire lead at a right angle. | Tapes (kipper, varnished fabric). |
| Insulate the terminal and secure it. | ||
| Pass the bend through the cutout in the template and secure the template to the faceplate of the winding machine. | Hammer, fiber wedge. | |
| Wind one layer of the coil, compacting its turns in the axial direction with a wedge. | Cable paper 0.1 mm. | |
| Wrap the first layer of winding with layers of cable paper. | ||
| 5. | Wind the layers of the winding alternately. Each transition from layer to layer should lag by one third of the circle. At the end of each layer (2 - 3 turns before the end) install an equalizing belt (as in 4). Beech strips are installed between the layers in accordance with the calculation note. | Hand scissors for metal. Beech planks with electric cardboard boxes. |
| When making bends on beech strips, according to the calculation note, the exit points of the bends are marked. | ||
| 6. | Perform bends in accordance with the settlement note. The cross-section of the taps must be at least 1.5 - 2 times the cross-section of the winding wire with a diameter of up to 1 mm and 1.2-1.25 with a diameter of more than 1 mm. | |
| Insulate the end of the coil with tape in half overlapping layers. | ||
| Thread the end of the spool through the ribbon loop and tighten it. Cut off the end of the tape. | ||
| Apply cable paper in half-overlapping layers to the top layer of the winding. | ||
| Strip the insulation at the ends of the winding. | ||
| 7. | Remove the winding from the machine. | Hammer. |
| Tie the winding in the axial direction in 3 - 4 places with tape. | ||
| Secure in connected places with electrical cardboard spacers. | ||
| 8. | Soak the winding in varnish for at least 15 minutes and let the varnish drain (15 - 20 minutes). | Installation for impregnation and drying. Glyftel varnish GF-95. 1 |
| Dry the winding at a temperature of 100°C for 5 - 6 hours. | ||
| Bake the winding varnish at a temperature of 85 - 90 °C for 18 - 20 hours, blowing with hot air. | ||
| Remove from the oven and cool the winding. |
The winding is dried at a temperature of about 100 ° C for 15 - 20 hours, depending on the volume of the coil, the degree of insulation moisture, drying temperature, etc. Then it is pressed, impregnated at a temperature of 60 - 80 ° C with TF-95 varnish and baked at a temperature of 100°C for 10-12 hours. The winding is baked in two stages - first, the impregnated winding is dried at a slightly lower temperature to remove the solvents remaining in the insulation, and then the temperature is increased to bake the winding. Drying and baking the winding increases the electrical strength of the insulation and the mechanical strength of the coil, giving it the necessary solidity.

Rice. 124. Machine for winding transformer windings:
1 - electric motor; 2 - body; 3 - belt drive; 4 - turns counter; 5 - clutch; 6 - spindle; 7 - textolite disk; 8 - nut; 9 - template; 10 - control pedal.
Various machines are used to make windings. A cantilever machine for winding windings of small and medium power transformers (up to 630 kV A) (Fig. 124) consists of a template with two wooden counter wedges 9, clamped with textolite disks 7 and secured with nuts 8. The template is installed on a spindle 6, which rotates from an electric motor 1 through a belt drive 3. To count the number of turns of the wire, the machine has a turn counter 4. The finished winding is removed from the template after unscrewing the nut 8, removing the right disk and spreading the wedges 9 of the template. The machine is controlled by a pedal 10 connected to a clutch 5.

Rice. 125. Insulation of the magnetic circuit (a) and wedging of the windings (c) when installing transformer windings:
1 - yoke insulation; 2 - cylinder made of electric cardboard; 3 - round rods; 4 - strips; 5 - extension.
The windings are placed on the magnetic cores, previously tightly tied with keeper tape (Fig. 125). The windings mounted on the magnetic core are wedged using beech strips and rods, having previously laid two layers of electrical cardboard between the HV and LV windings. Beech strips rubbed with paraffin are first inserted between the wrappers to a depth of 30 - 40 mm, and then hammered alternately in opposite pairs (Fig. 125, b). To maintain the cylindrical shape of the windings, first drive round rods 3 and then strips 4 with a hammer using a wooden extension 5, avoiding splitting the ends of the rods or strips.
In the same way, wedge the LV winding onto the rod using round wooden pins, driving them along the entire circumference of the winding between the cylinder and the stages of the magnetic core.
After the wedging of the windings is completed, the upper yoke insulation is installed and the upper yoke of the magnetic circuit is laminated.
In low-power transformers, to connect windings with switch contacts and input rods, the ends of the wires are carefully stripped to a length of 15 - 30 mm (depending on their cross-section), placed on top of each other, connected with a bracket made of tinned copper tape with a thickness of 0.25 - 0, 4 mm or a bandage of tinned copper wire 0.5 mm thick and soldered with POS-30 solder, using rosin or borax as a flux.
In high-power transformers, copper-phosphorus solder with a melting point of 715°C is used to connect the ends of the windings and connect them to the taps. The soldering area is cleaned, insulated with paper and varnished fabric up to 25 mm wide and coated with GF-95 varnish. Winding taps are made with a damper at the end to protect the wire from breaking. The taps of the HV windings are coated with GF-95 varnish along the entire length.
The insulating parts of the transformer core consist of cardboard, paper, wood. These materials are hygroscopic and absorb moisture from the surrounding air, reducing their electrical insulating properties. For high electrical strength of the core insulation, it is dried in ovens in special cabinets, with a blower, etc.
The most commonly used in practice is the method of drying in its own heated tank: when alternating current passes through a special winding applied to the thermally insulated surface of the tank, a strong magnetic field is formed, which closes through the steel of the tank and heats it.
Transformers are dried in a tank without oil (to speed up the drying process of the active part and preserve the quality of the oil and winding insulation). A magnetizing winding placed on the tank heats the tank. The winding turns are placed on the tank so that at least 60% of the winding is in the lower part of the tank. While warming up, the tank lid is also insulated. The increase in temperature is regulated by changing the number of turns of the winding, while preventing the temperature of the windings from increasing above 100°C, and the temperature of the tank above 110-120°C.
An indicator of the end of drying is the steady-state value of the insulation resistance of the windings for 6 hours at a constant temperature of at least 80°C. After drying is completed and the temperature of the windings has decreased to 75 -80 ° C, the transformer tank is filled with dry oil.
Transformer tank repair
The inner surface of the tank is cleaned with a metal scraper and washed with used transformer oil. The dents are heated with a gas burner flame and straightened with hammer blows. Cracks on the rib and wall of the housing are welded using gas welding, and in the pipe - using electric welding. To check the quality of welding, the outer side of the seam is cleaned and covered with chalk, and the inside is moistened with kerosene (if there are cracks, the chalk is moistened with kerosene and darkens). The tightness of the housing is checked by filling the tank with used oil for 1 hour at a temperature not lower than 10°C.
Before welding the crack, through holes with a diameter of several millimeters are drilled at its ends. The edges of the crack are chamfered and welded using electric welding. The tightness of the seam is controlled using kerosene. Loose seams are cut out and welded again.
Expander repair
When repairing the expander, check the integrity of the glass tube of the oil indicator and the condition of the sealing gaskets. The faulty flat glass or oil level glass tube is replaced. Rubber gaskets and seals that have lost elasticity are replaced with new ones made from oil resistant rubber. Remove sediment from the bottom of the expander and wash it with clean oil. The cork is ground with fine abrasive powder. The stuffing box is replaced with a new one, which is prepared from an asbestos cord soaked in a mixture of fat, paraffin and graphite powder.
Check the strength and tightness of the fastening of the glass diaphragm at the safety pipe; The inside of the pipe is cleaned of dirt and washed with clean transformer oil.
When repairing transformers, special attention is paid to the safety of insulators and bushing reinforcement. Chips with an area of up to 3 cm² or scratches with a depth of up to 0.5 mm are washed with acetone and covered with two layers of bakelite varnish, drying each layer in an oven at a temperature of 50 -60 ° C.
Repair of reinforcement seams
Reinforcement seams are repaired as follows: clear the damaged area of the seam with a chisel and fill it with a new cementitious composition. If the reinforcement seam is destroyed by more than 30%, the bushing is replaced completely. The cementing composition per portion of one injection is prepared from a mixture consisting (by weight) of 140 parts of magnesite, 70 parts of porcelain powder and 170 parts of magnesium chloride solution. This composition is used within 20 minutes. After the putty has cured, the seam is cleaned and covered with nitro enamel 624C.
Cleaning the thermosyphon filter
The thermosiphon filter is cleaned of old sorbent, the internal cavity is washed with transformer oil, filled with a new absorbent substance and connected to the transformer tank on the flanges.
Switch repair
Switch repair consists of eliminating defects in contact connections, cylinder insulating tubes and sealing devices. The contacts are cleaned and washed with acetone and transformer oil. Burnt and melted contacts are filed with a file. Damaged and burnt contacts are replaced with new ones. Minor damage to the insulation of the tube or cylinder is restored with two layers of bakelite varnish. Weak connection points of winding taps are soldered with POS-30 solder.
The repaired switch is assembled, the installation site is wiped with a rag, the gland seal is inspected, the switch handle is put in place and the studs are tightened. The quality of operation of the switch is checked by switching its positions. Shifts must be clear, and the locking pins must fully fit into their sockets in all positions.
Checking the operation of the switching device for voltage regulation under load consists of determining the correct sequential operation of the moving contacts A And b switch and contactors K1 and K2. Violation of the sequence of operation of these elements of the switching device can lead to serious damage to the transformer and an accident in the electrical network.
Transformer assembly
Assembling a transformer without an expander, the inputs of which are located on the walls of the tank, begins by lowering the active part into the tank, then installing the inputs, connecting the taps from the windings to them and the switch, and installing the tank lid. The covers of low-power transformers are installed on the lifting studs of the active part, equipped with the necessary parts, and in more powerful ones they are installed separately in assembled form. During assembly, ensure that the sealing gaskets are installed correctly and the fastening nuts are tightened. The length of the lifting pins is adjusted so that the removable part of the magnetic circuit and the cover are correctly positioned in their places. Pre-determine the required length of the lifting pins using a wooden lath. The length of the studs is adjusted by moving the nut.
The active part of the transformer is lowered into a tank with an oil-resistant sealing gasket using lifting devices. sheet rubber(Fig. 126).

Rice. 126. Gasket joint (a) and methods for installing gasket (i) when sealing the tank with an oil-resistant rubber gasket:
1 - tank wall; 2 - limiter; 3 - tank cover; 4 - gasket; 5 - tank frame.
On the tank cover, brackets are installed for attaching an expander with an oil level indicator, a safety pipe, a switch drive, a gas relay and a blow-out fuse.
The transformer is filled with dry transformer oil to the required level according to the oil gauge of the conservator, the tightness of the fittings and parts is checked, as well as the absence of oil leakage from the joints and seams.