Terminal de cable de conexión de contactos desmontable. Instalación de conexiones de contactos. Ejemplos de conexiones desmontables de conductores con superficies de contacto planas.
La clasificación, los requisitos de diseño, confiabilidad, seguridad y resistencia a factores mecánicos de las conexiones eléctricas de contacto se dan en GOST 10434-82. Esta norma se aplica a las conexiones desmontables y permanentes de buses, alambres, cables, conductores de cobre, aluminio y sus aleaciones, alambres de aluminio con terminales de dispositivos eléctricos, así como conexiones de contacto de conductores entre sí para corrientes de 2,5 A y superiores. . En términos de la conexión eléctrica permitida y la resistencia de las conexiones de contacto durante las corrientes pasantes, los requisitos de esta norma se aplican a las conexiones de contacto en los circuitos de sus conductores de acero de protección y puesta a tierra.
Las conexiones de contacto permanente deben realizarse mediante soldadura, soldadura fuerte o prensado; Desmontable, que no requiere medios de estabilización de resistencia eléctrica, utilizando sujetadores de acero protegidos contra la corrosión. Las conexiones de contactos desmontables que requieran medios de estabilización de resistencia eléctrica deberán realizarse utilizando, ya sea individualmente o en combinación, los siguientes medios:
1) sujetadores de metales no ferrosos;
2) resortes de disco;
3) revestimientos metálicos protectores de superficies de trabajo seleccionados de acuerdo con GOST 9303-84;
4) piezas de transición en forma de placas de cobre y aluminio según GOST 19357-81, puntas de cobre y aluminio según GOST 9581-80 y abrazaderas de hardware de aleación de aluminio según GOST 23065-78;
5) piezas de transición en forma de placas y puntas de aleación dura de aluminio;
6) puntas de pasador según GOST 2358-79 hechas de aleación de aluminio duro;
7) puntas de cobre y aluminio según GOST 23596-79.
Dependiendo del campo de aplicación, las conexiones de contacto se dividen en tres clases. Las conexiones de contacto de circuitos cuyas secciones transversales se seleccionan en función de las cargas de corriente permitidas a largo plazo se clasifican en la clase 1. Las conexiones de contactos de circuitos cuyas secciones transversales de los conductores se seleccionan en función de la resistencia a las corrientes de paso, la pérdida y desviación de tensión, la resistencia mecánica, y la protección contra sobrecargas suelen clasificarse como clase 2, que también incluye conexiones de contacto en circuitos de puesta a tierra y conductores de protección fabricados en acero. Las conexiones de contacto de circuitos con dispositivos eléctricos, cuyo funcionamiento está asociado con la liberación de una gran cantidad de calor (calentadores, resistencias), se clasifican en clase 3.
Las conexiones de contacto plegables se utilizan con terminales planos, de clavija y de enchufe para conductores de alambres y cables tanto de un solo hilo como de varios hilos. Se recomienda que no se conecten más de dos conductores a cada perno (tornillo) o pasador del terminal de pala. Se recomienda el uso de tornillos y conexiones de contacto con cabezas cilíndricas o hexagonales.
1) Las piezas de contacto que tengan dos o más orificios para pernos en fila transversal se recomienda realizar con cortes longitudinales;
2) Las superficies de trabajo de las piezas de cobre y aluminio-cobre sin recubrir se limpian inmediatamente antes del montaje con accesorios lineales sin dañar la carcasa de cobre de estos últimos; Aluminio hecho de aleaciones de aluminio: limpiado y lubricado con vaselina, cuento de hadas neutro CIATIM-221. Las superficies de trabajo con revestimientos metálicos se lavan con disolventes orgánicos; Las superficies de trabajo de las piezas de contacto al conectarse por prensado, si son de cobre, se limpian, y si son de aluminio, se limpian y lubrican con pasta de cuarzo-vaselina (plomo-vaselina).
La resistencia eléctrica de los contactos soldados y soldados debe permanecer sin cambios; para otros contactos que han pasado las pruebas de acuerdo con GOST 17441-81, la resistencia no debe exceder el valor inicial en más de 1,5 veces. Cuando fluye la corriente nominal, el máximo temperatura permitida las conexiones de contacto de las clases 1 y 2 no deben exceder los 95 °C (instalaciones de hasta 1 kV), 90 °C (instalaciones de más de 1 kV) para conductores sin revestimientos protectores en las superficies de trabajo; para conductores recubiertos con metales comunes, 110 °C y 100 °C, respectivamente; para conductores plateados de cobre y sus aleaciones, 125 °C y 120 °C, respectivamente.
Temperatura de las conexiones de contacto de aluminio, aluminio y cobre – 200 °C; del cobre – 700 °s; de acero – 400 °C. Las conexiones de contacto deben resistir vibraciones durante una hora con una frecuencia de 40 a 50 Hz y una amplitud de 1 mm. Se recomienda apretar los pernos con llaves dinamométricas (DK-25) y los tornillos con destornilladores toriados; los pares de apriete para ellos están de acuerdo con GOST 10434-82.
Para realizar conexiones de contacto de partes conductoras de corriente de instalaciones eléctricas, se utilizan varios métodos tecnológicos: soldadura eléctrica con calentamiento por contacto y electrodo de carbón, gas-eléctrico, gas, termita, soldadura a tope por contacto, soldadura a presión en frío, soldadura, prensado, torsión. , apriete (pernos, tornillos), etc.
Soldadura eléctrica de conductores. calentamiento por contacto se utiliza para terminar, conectar y ramificar cables de aluminio con una sección transversal de hasta 1000 mm 2, así como para conectar conductores de aluminio con cobre. La soldadura por calentamiento por contacto con materiales de aporte se utiliza para conectar y terminar alambres y cables trenzados de aluminio con una sección transversal de hasta 2000 mm 2, soldadura eléctrica. electrodo de carbono– para conectar barras colectoras de aluminio de diferentes secciones y configuraciones, gas-electrico Soldadura: principalmente para conectar conductores de aluminio y cobre. La ventaja de este último es que se realiza sin fundentes, pero requiere el uso de equipos relativamente voluminosos y el uso de gas caro. Por lo tanto, la soldadura gas-eléctrica se utiliza para la conexión por contacto de barras colectoras hechas de aleaciones de aluminio del tipo AD31 y barras colectoras de cobre. Gas la soldadura está destinada a conectar cables de cobre y aluminio de diversas secciones y configuraciones; su implementación requiere equipos voluminosos y el cumplimiento de normas especiales de seguridad cuando se trabaja con gases.
Termita la soldadura se puede utilizar para conectar alambres y barras colectoras de acero, cobre y aluminio de casi todas las secciones; sin embargo, su uso más apropiado es para conexiones de contacto de cables desnudos de líneas eléctricas en campo. Para la soldadura con termita se utilizan equipos sencillos; no requiere consumo de electricidad; también es necesario crear condiciones especiales Para guardar cartuchos de termita y cerillas. La soldadura de termita-crisol se utiliza para conectar tiras de acero de bucles de puesta a tierra y cables de protección contra rayos.
Contacto a tope La soldadura se utiliza al conectar barras colectoras de aluminio a cobre (placas adaptadoras de cobre-aluminio y terminales de cobre-aluminio).
Frío La soldadura a presión se utiliza para conectar barras colectoras de aluminio y cobre de sección media y cables unifilares con una sección transversal de hasta 10 mm 2, no requiere materiales adicionales ni accesorios de contacto.
Soldadura realizar conexiones de cables de aluminio y cobre de cualquier sección transversal; Este método no requiere equipos complejos, pero requiere mucha mano de obra.
prensado diseñado para conexiones de contacto de cables aislados y no aislados de aluminio, acero-aluminio y cobre con una sección transversal de hasta 1000 mm 2. Las conexiones engarzadas no crean efectos térmicos en el aislamiento, pero al terminar y conectar conductores, es necesario seleccionar con especial cuidado las puntas, manguitos y herramientas (punzones y matrices). Este método se utiliza tanto en cables como en líneas aéreas.
Retortijón Los cables se utilizan en líneas de comunicación y, con la ayuda de conectores, conectan los cables de las líneas eléctricas aéreas (OHT).
El uso de uno u otro método de conexión de contactos depende de los materiales de los conductores a conectar, su sección y forma, el voltaje de la instalación eléctrica, las condiciones de instalación (disponibilidad de mecanismos, dispositivos, materiales, electricidad, etc.), así como los requisitos operativos.
Los cables de líneas aéreas de hasta 1 kV se conectan en tramos retorciéndolos en tubos ovalados; Los cables de un solo cable se pueden conectar mediante torsión seguido de soldadura o soldadura por solape (no se permite conectar cables de un solo cable mediante soldadura a tope). Los cables en los bucles de los soportes de anclaje se conectan mediante abrazaderas de cuña de anclaje y rama, torsión en tubos ovalados, abrazaderas de prensa o herrajes y soldadura.
Las ramas de los cables de líneas aéreas deben realizarse con abrazaderas prensadas o troqueladas.
Los métodos de conexión para cables BJI de más de 1 kV dependen de su sección transversal. En los tramos, los alambres de aluminio con una sección transversal de hasta 95 mm 2 , los alambres de acero-aluminio con una sección transversal de hasta 185 mm 2 y los alambres de acero con una sección transversal de hasta 50 mm 2 se conectan mediante torsión mediante articulaciones ovaladas; alambres de aluminio con una sección transversal de 120 - 185 mm2 y alambres de acero con una sección transversal de 70 - 95 mm2 - engarzados con conectores ovalados con soldadura de termita adicional de los extremos; Alambres de aluminio y acero-aluminio con una sección transversal de 240 mm 2 y más, utilizando abrazaderas prensadas de conexión. En los bucles de los anclajes y soportes de las esquinas, se conectan mediante soldadura con termita alambres de acero y aluminio con una sección transversal de hasta 240 mm 2 y alambres de aluminio con una sección transversal de hasta 95 mm 2; alambres de acero y aluminio con una sección transversal de 300 mm 2 y más, con abrazaderas de conexión prensadas; Cables de diferentes marcas, con abrazaderas prensadas por hardware.
El uso del método de conexión por contacto depende de los materiales de los conductores que se conectan, la sección transversal, la forma y el voltaje de la instalación eléctrica y las condiciones de instalación. Las líneas aéreas (cables) de hasta 1 kV en tramos se conectan mediante torsión en tubos ovalados; los cables de un solo cable se pueden conectar mediante torsión y luego soldadura o soldadura por solape (no se permite la soldadura a tope de cables de un solo cable). En los bucles de los soportes de anclaje, los cables se conectan mediante abrazaderas de cuña de anclaje y rama, torsión en tubos ovalados, abrazaderas de troquel o hardware y soldadura.
La preparación de conductores para una conexión de contacto se lleva a cabo según el método de realización de la conexión. Para asegurar el contacto metálico entre los conductores conectados, primero se limpian sus superficies de contacto de todo tipo de películas, mediante lavado, disolución química de películas y limpieza mecánica; A menudo estos métodos se utilizan juntos. La limpieza mecánica en combinación con enjuague o disolución es efectiva. Los métodos para limpiar superficies se seleccionan según los materiales de los elementos de contacto, la presencia de revestimientos metálicos protectores, el tipo de películas y el método para realizar la conexión de contacto.
La ejecución correcta y de alta calidad de las operaciones de conexión, ramificación y terminación de núcleos de alambres y cables determina la confiabilidad del funcionamiento del cableado eléctrico interno y externo. Estos elementos de cableado deben tener la resistencia mecánica necesaria y una baja resistencia eléctrica, manteniendo estas propiedades durante todo el período de funcionamiento.
Para el cableado eléctrico se utilizan alambres y cables con conductores de aluminio y cobre. Por motivos económicos, el cableado eléctrico se suele realizar mediante alambres y cables con conductores de aluminio. Sin embargo, el aluminio tiene propiedades que contribuyen poco a la fiabilidad de la conexión. Uno de ellos es el aumento (en comparación con el cobre) de la fluidez y la oxidación con formación de películas no conductoras. El óxido de aluminio crea una alta resistencia de contacto, lo que provoca un contacto eléctrico deficiente y un calentamiento excesivo. La película de óxido crea dificultades al soldar y soldar alambres, ya que tiene un punto de fusión de 2050 °C, mientras que el punto de fusión del aluminio es de sólo 660 °C.
Durante el funcionamiento, las abrazaderas de tornillos y pernos de las conexiones de cables de aluminio y cobre requieren control y ajuste periódico.
El diseño de la abrazadera para conectar conductores de aluminio debe proporcionar las siguientes propiedades:
Presión constante sobre los cables cuando aparece su fluidez;
Un dispositivo que protege los cables para que no se salgan por debajo del tornillo de contacto;
Recubrimiento galvánico de piezas.
Estos requisitos se cumplen mediante una abrazadera especialmente diseñada para conectar conductores de aluminio (Fig. 2.1). La arandela elástica de la abrazadera garantiza una presión constante sobre los cables conectados y el tope evita que el cable se salga de debajo de la abrazadera de contacto. En algunos diseños, la arandela elástica y el tope que limita la extensión se realizan en forma de una sola arandela de estrella. Es necesario ensamblar la abrazadera con todas las piezas, ya que la ausencia de alguna de ellas seguramente provocará un mal contacto.
Arroz. 2.1. Abrazadera para conectar cables de aluminio.
1 – tornillo; 2 – arandela elástica; 3 – base de arandela o abrazadera de contacto; 4 – núcleo portador de corriente; 5 – tope que limita la extensión del conductor de aluminio.
En algunos tipos de conexiones, un núcleo conductor de corriente de cobre trenzado con una sección transversal de 1,0 - 2,5 mm 2 termina en forma de varilla con una media soldadura POS-40.
Los terminales de contacto de enchufes de hasta 10 A e interruptores de 4 A y superiores permiten la conexión de cables de cobre y aluminio con una sección transversal de 1 a 2,5 mm 2, y para interruptores de 1 A, solo cables de cobre con una sección transversal. sección de 0,5 a 1 mm 2. La conexión de los cables de aluminio en la abrazadera debe terminarse en forma de anillo, los cables de cobre, en forma de anillo y varilla (Fig. 2.2). Antes de ponerlo en contacto, el anillo de alambre de aluminio se limpia y se lubrica con vaselina de cuarzo o pasta de vaselina de zinc. En los enchufes de hasta 10 A, no se pueden conectar a un contacto más de dos cables de cobre o aluminio con una sección transversal de hasta 4 mm 2.
Arroz. 2.2. Terminación de cables
Se ha generalizado el método de conectar y terminar alambres y cables de aluminio y cobre mediante engarzado, que proporciona un contacto eléctrico confiable y la resistencia mecánica necesaria, y además es fácil de realizar. El engarzado se realiza mediante alicates manuales, mecánicos y prensas hidráulicas utilizando troqueles y punzones reemplazables. Se utilizan manguitos para conectar los núcleos de alambres y cables (Fig. 2.3) y terminales para la terminación.
La soldadura y la soldadura se utilizan para conectar y derivar cables en los casos en que no se pueden usar todos los demás: engarzado, abrazaderas de tornillo y soldadura. La soldadura crea un buen contacto eléctrico, pero esta conexión es frágil, por lo que los cables deben torcerse antes de soldar. La conexión y derivación de conductores de cobre con una sección transversal de hasta 6 mm 2 se realiza mediante torsión soldada. La torsión seguida de soldadura es un método para conectar y ramificar cables de cobre de un solo hilo y de varios hilos de las marcas PR, PV, PRVD, PRD con una sección transversal de 1,5 a 6 mm 2 en cableado eléctrico abierto sobre rodillos y aisladores (Fig. 2.4.) Este método de conexión y derivación también se utiliza en cableado eléctrico realizado con alambres planos PPV y otros, cuando las cajas de derivación no cuentan con revestimientos con abrazaderas de contacto, así como en algunos otros casos.
Fig.2.3. Engarzado de alambres de aluminio con manguitos GAO:
a – unilateral; b – engarce de doble cara
El método de conexión de cables mediante torsión es de ejecución simple, pero requiere una soldadura posterior de la conexión, ya que incluso una torsión de alta calidad tiene una resistencia de contacto transitoria, que es varias veces mayor que con otros métodos de conexión: engarzado, soldadura, soldadura, conexiones atornilladas o atornilladas. Cuando se tuercen, los cables tienen pocos puntos de contacto y cuando la corriente fluye a través de la conexión, el contacto puede sobrecalentarse, lo que a veces provoca un incendio. Por este motivo no se permiten conexiones torcidas sin soldadura.
Al soldar conductores de aluminio de un solo cable con una sección transversal de 2,5 a 10 mm2, la conexión y la derivación se realizan en forma de doble torsión con ranura. Se retira el aislamiento de los conductores, se limpia hasta obtener un brillo metálico con papel de lija o cinta para cables y se superpone con un doble giro para formar una ranura donde se tocan los conductores (Fig. 2.5).
Arroz. 2.4. Conexión y ramificación de cables de cobre de las marcas PV, PR, PRD, PRVD.
Arroz. 2.5. Conexión de hilos de aluminio monofilar con doble torsión y ranura.
La soldadura se utiliza para terminar y conectar conductores portadores de corriente de alambres y cables de todas las secciones y para conductores de aluminio con conductores de cobre con una sección transversal de no más de 10 mm 2. Este método de unión requiere el uso de fundentes especiales, máquinas de soldar y otros equipos especiales.
Preocupación "Electromontazh"
Instrucciones de instalación para conexiones de contactos de bus
entre sí y con los terminales de dispositivos eléctricos
CDU 621.315.68 (083.96)
En lugar de VSN 164-82
Esta instrucción ha sido desarrollada para desarrollar las disposiciones básicas de GOST 10434-82, GOST 17441-84, las Reglas de instalación eléctrica (PUE) y los códigos y reglamentos de construcción (SNiP) actuales.
Las instrucciones se aplican a conexiones de contactos desmontables y no separables1 de barras colectoras de hasta 152 mm de espesor, barras colectoras flexibles y perfiles3 (canal, canal, “doble T”, etc.) de aluminio, aleación de aluminio macizo AD31T4, cobre y acero, como así como conexiones de barras con terminales de dispositivos eléctricos.
_________________
- En el Apéndice 1 se proporciona una explicación de los términos que se encuentran en las instrucciones.
- Los requisitos técnicos para las conexiones de contactos también se aplican a barras colectoras con un espesor superior a 15 mm.
- En lo sucesivo denominado neumático
- En lo sucesivo denominada aleación de aluminio.
- En lo sucesivo denominado salida
Las instrucciones están destinadas a organizaciones de diseño, instalación y operación.
1. REQUISITOS GENERALES
1.1. La conexión entre barras colectoras de metales homogéneos, derivaciones de estas barras colectoras y conexiones de barras colectoras de aluminio y barras colectoras de aleación de aluminio con terminales de aluminio y aleaciones de aluminio se hacen plegables o no desmontables. Las conexiones de barras colectoras hechas de materiales diferentes y en los casos en que las condiciones de operación requieran un desmontaje periódico de las conexiones, por regla general, deben hacerse plegables.
1.2. Conexiones de contacto según requerimientos técnicos Los requisitos para ellos según GOST 10434-82* se dividen en clases 1, 2 y 3.
La clase de conexiones de contactos según su área de aplicación se muestra en la tabla. 1.1.
Tabla 1.1.
| Área de aplicación | Clase de contacto recomendada |
| 1. Conexiones de contacto de circuitos cuyas secciones transversales de conductores se seleccionan de acuerdo con las cargas de corriente permisibles a largo plazo (circuitos eléctricos de potencia, líneas eléctricas, etc.) | 1 |
| 2. Conexiones de contacto de circuitos, cuyas secciones transversales de conductores se seleccionan por su resistencia a las corrientes pasantes, pérdida y desviación de voltaje, resistencia mecánica y protección contra sobrecargas. Conexiones de contactos en circuitos de puesta a tierra y conductores de protección de acero. | 2 |
| 3. Conexiones de contacto de circuitos con dispositivos eléctricos, cuyo funcionamiento está asociado a la liberación de una gran cantidad de calor (elementos calefactores, resistencias) | 3 |
Las conexiones de contactos lineales de los circuitos de potencia deben ser de clase 1.
1.3. Dependiendo de la versión climática y la categoría de colocación de dispositivos eléctricos de acuerdo con GOST 15150-69*, las conexiones de contactos de acuerdo con GOST 10434-82* se dividen en los grupos A y B.
El grupo A incluye conexiones de contacto de dispositivos eléctricos de todos los diseños ubicados en habitaciones con aire acondicionado o parcialmente acondicionado (categoría de ubicación 4.1), y dispositivos eléctricos de los diseños U, HL y TS, ubicados en espacios cerrados (metal con aislamiento térmico, piedra , hormigón, madera ) con ventilación natural sin condiciones climáticas controladas artificialmente (categoría de ubicación 3), y en habitaciones con condiciones climáticas controladas artificialmente (categoría de ubicación 4) en una atmósfera de los tipos I y II según GOST 15150-69*.
El grupo B incluye conexiones de contacto de dispositivos eléctricos de otros diseños y categorías de ubicación en atmósferas de tipos I y II y dispositivos eléctricos de todos los diseños y categorías de ubicación en atmósfera. tipos III y IV.
1.4. Las conexiones de contacto deben realizarse de acuerdo con los requisitos de GOST 10434-82*, GOST 17441-84, normas, especificaciones técnicas para tipos específicos de dispositivos eléctricos, SNiP 3.05.06-85, estas instrucciones para dibujos de trabajo aprobados de la manera prescrita. .
1.5. Requisitos para conexiones permanentes.
1.5.1. La superficie de las uniones soldadas debe tener una escamación uniforme y no combarse. Las costuras no deben tener grietas, quemaduras, falta de fusión de más del 10% de la longitud de la costura (pero no más de 30 mm), cráteres no fusionados y socavaduras con una profundidad de 0,1 del espesor del neumático (pero no más de 3 mm). . Las uniones soldadas de las juntas de dilatación no deben presentar socavaduras ni falta de penetración en las cintas del paquete principal.
1.5.2. Las conexiones realizadas mediante engarzado no deben tener grietas en el vástago de la punta, el manguito o las abrazaderas en el lugar del engarzado; los orificios deben ubicarse de manera simétrica y coaxial, las dimensiones geométricas de la parte prensada de la conexión deben cumplir con los requisitos de normas, especificaciones y documentos tecnológicos.
1.5.3. Las conexiones soldadas y prensadas que no funcionan bajo tensión deben soportar tensiones derivadas de la influencia de cargas axiales estáticas de al menos el 30% de la resistencia a la tracción temporal de todo el neumático flexible; tracción: al menos el 90% de la resistencia a la tracción de todo el neumático flexible.
1.5.4. La relación entre la resistencia inicial (después de soldar) de las conexiones de contacto y la resistencia de la sección de control del bus con una longitud igual a la longitud de la conexión de contacto debe ser: para clase 1 - no más de 1 (a menos que se especifique lo contrario en las normas y especificaciones para tipos específicos de dispositivos eléctricos); para clase 2 - no más de 2; para la clase 3: no más de 6.
En conexiones de contacto de barras de diferente conductividad, se debe comparar con una barra de menor conductividad.
1.5.5. La resistencia eléctrica de las uniones soldadas que hayan pasado las pruebas debe permanecer sin cambios; para conexiones realizadas mediante engarce, resistencia eléctrica después de la prueba no debe exceder el valor inicial en más de 1,5 veces.
1.5.6. Cuando fluye la corriente nominal, la temperatura de calentamiento de las conexiones de contacto permanente (clases 1 y 2) no debe exceder los valores indicados en la tabla. 1.2. La temperatura de calentamiento de las conexiones de contacto de clase 3 está establecida por normas y especificaciones para tipos específicos de dispositivos eléctricos.
1.5.7. La temperatura de las conexiones de contacto permanente al realizar pruebas de resistencia a las corrientes pasantes no debe ser superior a 200°C para conexiones de barras colectoras de aluminio y sus aleaciones, así como para conexiones de estas barras colectoras con cobre, y 300°C para conexiones de barras colectoras de cobre. Después de probar la resistencia a las corrientes pasantes, las conexiones permanentes de contacto no deben tener daños mecánicos que impidan su funcionamiento posterior.
1.5.8. Las conexiones de contacto, de acuerdo con su diseño y categoría de ubicación según GOST 15150-69*, deben resistir los efectos de los factores climáticos. ambiente externo especificado en esta norma, así como en GOST 15543.1-89 E, GOST 16350-80, GOST 17412-72* o en normas y especificaciones para tipos específicos de dispositivos eléctricos.
Tabla 1.2
Temperatura de calentamiento de las conexiones de contacto.
1.6. Requisitos para conexiones desmontables.
1.6.1. Las conexiones de contacto de tracción plegables deben soportar tensiones derivadas de cargas axiales estáticas de al menos el 90% de la resistencia a la tracción de toda la barra colectora flexible.
1.6.2. La relación entre la resistencia inicial (después del montaje) de las conexiones de contacto desmontables (excepto las conexiones con terminales de clavija) y la resistencia de la sección de control del bus con una longitud igual a la longitud de la conexión de contacto debe cumplir con los requisitos del párrafo 1.5.4.
1.6.3. La resistencia inicial de las conexiones de contactos clase 1 con terminales pin no debe exceder los valores indicados en la tabla. 1.3. La resistencia de las conexiones de contacto de clases 2 y 3 se indica en normas y especificaciones para tipos específicos de dispositivos eléctricos.
1.6.4. La resistencia eléctrica de las conexiones de contacto plegables que han pasado las pruebas no debe exceder la resistencia inicial en más de 1,5 veces.
Tabla 1.3.
Resistencia inicial de las conexiones de contacto de barras colectoras con terminales de clavija.
1.6.5. Cuando fluye la corriente nominal, la temperatura de calentamiento de las conexiones de contactos desmontables de clases 1 y 2 no debe exceder los valores indicados en la tabla. 1.2. La temperatura de calentamiento de las conexiones de contactos de clase 3 se establece en normas y especificaciones para tipos específicos de dispositivos eléctricos.
1.6.6. La temperatura de las conexiones de contacto desmontables y la resistencia mecánica al probar la resistencia a las corrientes pasanntes deben cumplir con los requisitos de la cláusula 1.5.7.
1.6.7. En conexiones de contacto plegables se deben utilizar sujetadores con una resistencia no inferior a la indicada en la tabla. 1.4.
Tabla 1.4.
Clase y grupo de resistencia de sujetadores.
Los sujetadores deben tener una capa protectora de metal de acuerdo con GOST 9303-84. Para conexiones de contactos del grupo A se permite el uso de pernos, tuercas y arandelas de acero pavonado.
1.6.8. Conexiones de contactos plegables de barras colectoras con conductores, así como conexiones de contactos lineales plegables expuestas a corrientes de paso cortocircuito, vibraciones, así como aquellos ubicados en áreas explosivas y con riesgo de incendio, deben protegerse contra el desenrosque automático mediante contratuercas, arandelas elásticas, resortes de disco u otros métodos. Se deben utilizar arandelas elásticas en conexiones con pernos de hasta M 8 inclusive.
1.6.9. Las conexiones de contactos desmontables deben resistir los efectos de los factores climáticos ambientales de acuerdo con la cláusula 1.5.8.
2. CONEXIONES DE CONTACTO PERMANENTE
Los elementos estructurales y las dimensiones de las conexiones de contacto soldadas de las barras colectoras deben seleccionarse de acuerdo con las recomendaciones de GOST 23792-79.
Los principales tipos de uniones soldadas en barras colectoras son: juntas a tope, de esquina, traslapadas, en T y de extremo (Tabla 2.1).
Determinación de tipos de uniones soldadas, según GOST 2601-84.
Métodos para soldar neumáticos de varios materiales se indican en la tabla. 2.2.
Al elegir un método de soldadura, tenga en cuenta:
1) Para soldar con electrodos de carbono, no se requiere ningún equipo de soldadura especial, mientras que para soldar en un ambiente de gas protector (argón), es necesario comprar una máquina de soldar semiautomática especial o una instalación para soldadura manual por arco de argón.
2) Por sus características, la soldadura con electrodo de carbón es posible sólo en la posición inferior; La soldadura en argón (tanto manual como semiautomática) se puede realizar en todas las posiciones espaciales.
3) La soldadura manual por arco de argón con electrodo de tungsteno es eficaz para neumáticos de hasta 6 mm de espesor. Para espesores grandes, la productividad de este método disminuye drásticamente, especialmente a bajas temperaturas del aire, lo que conduce a un fuerte aumento de los costes energéticos para la soldadura.
Tabla 2.1.
Principales tipos de uniones soldadas y neumáticos.
1 - neumático; 2 - soldar; 3 - paquete de cintas flexibles; Núcleo de 4 hilos (bus flexible).
4) La soldadura en argón (manual y semiautomática) proporciona más alta calidad uniones soldadas en comparación con la soldadura con electrodos de carbono.
5) Al soldar con electrodo de carbón, los principales factores que tienen un efecto nocivo sobre el cuerpo del soldador y el medio ambiente son la radiación ultravioleta y la liberación de grandes cantidades de aerosol y polvo de soldadura, compuestos por vapores de metal, sus óxidos y productos de combustión del fundente. Estas emisiones deben eliminarse directamente del lugar de soldadura y filtrarse antes de ser liberadas al medio ambiente.
6) Al soldar con argón, la base de las emisiones nocivas es el ozono, que también debe eliminarse del lugar de soldadura.
Tabla 2.2.
Métodos de soldadura de neumáticos.
_______________
1 No se recomienda soldar la aleación AD31 con un electrodo de carbono.
2.1. Soldadura de neumáticos de aluminio.
Soldadura manual por arco de argón con electrodo de tungsteno
2.1.1. Para la soldadura manual por arco de argón con electrodo de tungsteno, están previstas instalaciones estacionarias como UDGU-301 y UDG-501-1, producidas comercialmente por la industria.
Para ello, se permite utilizar una fuente de alimentación de arco de soldadura fabricada por la planta experimental de Rostov NPO Montazhavtomatika, así como un transformador de soldadura combinado del tipo TDK-315, fabricado por la empresa Prommontazhelektronika de Jarkov. La fuente debe estar equipada con un soplete de soldadura manual desarrollado por LenPEI del consorcio Elektromontazh (los sopletes industriales requieren refrigeración por agua).
2.1.2. En ausencia de los ajustes especificados, la estación de soldadura debe montarse según el diagrama que se muestra en la Fig. 2.1., a partir de los equipos especificados en la tabla. 2.3.

Arroz. 2.1. Esquema de un poste para soldadura manual por arco de argón en “corriente alterna”
TS - transformador de soldadura; SO - oscilador; RB - reóstato de lastre; G - soplete de soldadura; R - caja de cambios; B - cilindro.
A la hora de elegir el equipo, hay que tener en cuenta que para el funcionamiento normal de las instalaciones UDG y los sopletes de soldadura EZR se requiere agua de refrigeración.
Tabla 2.3.
Equipos para soldadura manual por arco de argón de aluminio.
| nombre del equipo | Tipo, marca1 | GOST, TU | Objetivo |
| 1. Transformador de soldadura | TD-306 TDM-503 |
TU 16-517-973-77 TU 16-739-254-80 |
Fuente de energía para soldadura |
| 2. Quemadores de gas-eléctricos | EZR | TU26-05-57-67 | Suministrar corriente de soldadura al electrodo; suministro de gas de protección |
| Diseños LenPEI | LE 12550 | ||
| 3. Excitador-estabilizador de arco u oscilador de soldadura | VSD-01 | TU 16-739.223-80 | Excitación y estabilización de la combustión por arco. |
| OSPZ-2M | TU 1-612-68 | ||
| OSM-2 | |||
| 4. Reóstato de lastre | RB-302 | Regulación de la corriente de soldadura, supresión del componente CC en el circuito de soldadura. | |
| 5. Reductor de balón | AR-40 | TU26-05-196-74 | Reducción de la presión de argón al valor operativo |
| DKP-1-65 | TU26-05-463-76 | ||
| 6. globo | 40-150 | GOST 949-73 | Transporte y almacenamiento de argón. |
______________________
1 Utilice cualquiera de los tipos especificados
2.1.3. En la tabla se muestra la lista de materiales necesarios para realizar la soldadura manual por arco de argón con un electrodo de tungsteno. 2.4.
Tabla 2.4.
Materiales para la soldadura manual de aluminio con arco de argón.
______________
1 Está permitido fabricar electrodos de horno de arco o bloques electrolizadores a partir de electrodos de grafito de desecho.
2.1.4. La preparación de neumáticos para soldar, además de enderezarlos y cortarlos a medida, debe incluir:
- procesamiento de bordes soldados según el espesor del material para garantizar las dimensiones requeridas de la ranura de acuerdo con GOST 23792-79;
- secar los bordes a soldar si están cubiertos de humedad;
- limpiar los bordes a soldar después del montaje con un cepillo de alambre de acero y desengrasarlos con un disolvente: gasolina o acetona;
- calentar, si es necesario, los bordes a soldar a 200-250°C, si la soldadura se realiza a una temperatura ambiente por debajo de 0°C.
Para secar, así como para calentar los bordes de neumáticos y perfiles, se pueden utilizar quemadores de gas o calentadores eléctricos flexibles (GEN), fabricados según TU36-1837-75.
2.1.5. La preparación del alambre de soldadura debe incluir:
- desengrasado y limpieza (mecánica o química) de la superficie (ver Apéndice 2);
- cortando en barras de la longitud requerida.
2.1.6. Al realizar soldadura se deben observar las siguientes recomendaciones tecnológicas:
- coloque el electrodo de tungsteno desde la boquilla del quemador a no más de 5 mm;
- iniciar la soldadura, excitar el arco sobre la placa de grafito, calentar el electrodo de tungsteno y luego transferir el arco a los bordes de los neumáticos sin tocarlos con el electrodo;
- Al soldar, trate de no tocar el metal del producto con el electrodo de tungsteno, ya que esto provoca una alteración de la estabilidad del proceso de soldadura, contaminación de la costura y un rápido consumo del electrodo;
- mantener un arco de no más de 10 mm;
- Al finalizar la soldadura, después de que se rompa el arco, no alejar el soplete del final de la costura durante varios segundos, protegiendo el metal enfriado con un chorro de argón;
- al soldar al aire libre, proteger el lugar de soldadura del viento y las precipitaciones con mamparas, toldos, etc., y además, si es necesario, aumentar el caudal de argón lo suficiente para garantizar una protección eficaz del metal fundido.
2.1.7. Al comienzo de la soldadura, es necesario calentar los bordes soldados de los neumáticos moviendo el arco de soldadura a lo largo de ellos, luego concentrar el arco al comienzo de la costura, fundir los bordes hasta que se forme un baño de soldadura, insertar un relleno. varilla en él y comience a mover el arco uniformemente a lo largo de la junta a la velocidad de fusión de los bordes. El diagrama de soldadura se muestra en la Fig. 2.2.
Los modos y consumo aproximado de materiales durante la soldadura se dan en la tabla. 2.5.

Arroz. 2.2. Soldadura manual por arco de argón con electrodo de tungsteno
a) diagrama de soldadura; b) diagrama del movimiento del electrodo durante la soldadura;
1 - soldar; 2 - quemador; 3 - electrodo; 4 - varilla de relleno.
Tabla 2.5.
Modos de soldadura manual de aluminio con arco de argón.
| Grosor del neumático, mm | Corriente de soldadura*, A | Diámetro del electrodo, mm | Consumo por costura de 100 mm. | ||
| argón, l | aditivos, g | ||||
| 3 | 130-150 | 3 | 3 | 9 | 5,6 |
| 4 | 150-170 | 3 | 3 | 10 | 6 |
| 5 | 170-180 | 3 | 3 | 10 | 6,8 |
| 6 | 190-200 | 4 | 4 | 11,5 | 8,5 |
| 8 | 220-225 | 5 | 5 | 12 | 11-20 |
| 10 | 240-250 | 5 | 6 | 14 | 35 |
| 12 | 290-300 | 6 | 8 | 16 | 45 |
__________
* Variable.
2.1.8. Al soldar en posiciones vertical, horizontal y elevada, para evitar que el metal se hinche y se forme mejor la costura, se debe:
- reducir la corriente de soldadura (entre un 10 y un 20%);
- Incrementar el consumo de argón frente a los valores indicados en la tabla. 2.5 para garantizar una protección eficaz de las costuras;
- La soldadura debe realizarse con cordones de sección transversal pequeña y un arco corto;
- Al soldar en posición vertical y horizontal, coloque el soplete debajo del baño de soldadura.
Soldadura semiautomática por arco de argón con electrodo consumible
2.1.9. Para la soldadura semiautomática de aluminio en argón se utilizan máquinas semiautomáticas como PDI-304 y PDI-401, producidas por la industria, así como la máquina semiautomática PRM-4, producida por la planta piloto del Instituto. of Assembly Technology (NIKIMT)1, pero se suministra sin fuente de corriente de soldadura. Como tales, se utilizan rectificadores de soldadura VDU-505, VDU-506, VDG-303, etc.. Para regular el flujo de argón durante la soldadura se utiliza un reductor de globo, ver tabla. 2.3.
________________
1 La máquina semiautomática PRM-4, fabricada por NIKIMT, está incluida en el conjunto del producto “Máquina semiautomática de montaje de mochila PRM-4 con accesorio PV 400”, suministrado por la Planta Experimental de Equipos de Instalación Eléctrica de Moscú (MOZET) .
- Reemplace la espiral de acero en la manguera del soplete, que es el canal guía para el alambre de soldadura de acero, por un tubo de fluoroplástico, teflón o poliamida, es decir, fabricado con materiales que proporcionan una fricción mínima al pasar alambre de aluminio;
- realizar el procesamiento mecánico de las piezas del quemador, dentro de las cuales pasa el alambre de soldadura, de tal manera que se eliminen los bordes afilados en las juntas de las piezas y las curvas cerradas en el camino;
- fabricar casquillos fluoroplásticos para insertar alambre de aluminio en el mecanismo de alimentación y en la manguera del soplete, eliminando retrasos en la alimentación del alambre;
- reemplace (si es necesario) los rodillos de alimentación moleteados por rodillos lisos.
2.1.11. Los materiales necesarios para la soldadura semiautomática por arco de argón se indican en la tabla. 2.4, sin embargo, en lugar de electrodos de tungsteno, es necesario utilizar puntas de cobre-grafito del grado KTP-DGr9 según TU 16-538.39-83, utilizadas en sopletes de soldadura como elemento que transmite la corriente de soldadura al alambre del electrodo.
Preparación de neumáticos para soldar - de acuerdo con la cláusula 2.1.4.
2.1.12. Antes de su uso, el alambre de soldadura debe limpiarse químicamente (ver Apéndice 2) y, según el diseño de la máquina semiautomática, enrollarse uniformemente, capa por capa, en un carrete o colocarse directamente en una bobina en la plataforma giratoria del alimentador. mecanismo.
2.1.13. Durante la soldadura, las costuras a unir deben asegurarse firmemente con abrazaderas o soldaduras cortas (@30 mm) - tachuelas.
2.1.14. Al soldar, el soplete debe moverse a una velocidad uniforme en un ángulo hacia adelante para que el chorro de argón se dirija hacia adelante, asegurando una protección confiable del baño de soldadura contra el aire.
Si es necesario obtener un ancho de costura mayor, también es necesario realizar vibraciones transversales con la antorcha. El diagrama de soldadura se muestra en la Fig. 2.3. Los principales modos de soldadura se dan en la tabla. 2.6.
Tabla 2.6.
Modos de soldadura semiautomática de aluminio con arco de argón.

Figura 2.3. Esquema para realizar soldadura semiautomática en varias posiciones espaciales.
fondo; segundo) vertical; c) techo
1 - soplete de soldar; 2 - soldar.
2.1.15 Al soldar costuras multicapa, si aparece una capa oscura en la superficie de la costura, esta última debe eliminarse con un trapo humedecido con gasolina o limpiarse con un cepillo de alambre. Sólo después de esto se pueden aplicar capas posteriores de suturas.
2.1.16. Al soldar en posición vertical, horizontal y aérea, para evitar que el metal fundido fluya hacia abajo, es necesario:
- reducir la corriente de soldadura (entre un 10 y un 20%);
- soldar con un arco corto, aplicando cordones de pequeña sección transversal;
- cuando el metal se sobrecalienta, lo que se expresa visualmente en su fusión, se toman breves descansos en el trabajo (para enfriar el metal).
2.1.17. La soldadura debe realizarse con un arco abierto utilizando corriente continua de polaridad directa (menos la fuente de alimentación, en un electrodo de carbono). Para proteger el metal de soldadura de la oxidación, es necesario utilizar fundentes. El método se caracteriza por un gran volumen de metal fundido, por lo que la soldadura debe realizarse solo en la posición inferior de la costura con una forma cuidadosa de la junta para evitar el flujo de metal fundido.
Después de soldar, se deben eliminar los residuos de fundente.
2.1.18. Para la soldadura por arco manual con electrodo de carbón, se debe montar una estación de soldadura según el diagrama de la Fig. 2.4. del equipo especificado en la tabla. 2.7.
Tabla 2.7
Equipo para soldadura manual de aluminio con electrodo de carbono.
_________________
1 Utilice cualquiera de los tipos especificados.
2.1.19. Los materiales necesarios para soldar se enumeran en la tabla. 2.8.

Arroz. 2.4. Esquema de un poste para soldadura manual con electrodo de carbón en corriente continua.
IP - fuente de corriente de soldadura; E - electrodo de carbono; Ш - neumáticos soldables.
Tabla 2.8.
Materiales para soldadura manual de aluminio con electrodo de carbono.
- Está permitido producir varillas cortando láminas o neumáticos o fundiéndolas a partir de metal para neumáticos.
- Está permitido fabricar hornos de arco eléctrico a partir de electrodos (residuos) (Apéndice 4).
- Está permitido fabricar ánodos de grafito, bloques catódicos y electrodos de hornos de arco a partir de desechos.
2.1.20. La preparación de neumáticos para soldar implica cortar los bordes a soldar en ángulo recto. En este caso, los bordes no están biselados, pero es necesario utilizar dispositivos con almohadillas formadoras de grafito que impidan el flujo del metal fundido.
2.1.21. Las varillas de relleno deben limpiarse y desengrasarse antes de soldar.
Antes de soldar, es necesario aplicar fundente VAMI, diluido con agua hasta obtener una masa cremosa, en los bordes de los neumáticos y en las varillas de relleno, o verterlo en los bordes en forma de polvo.
2.1.22. Al comienzo de la soldadura, los bordes soldados deben calentarse moviendo el arco de soldadura extendido a lo largo de ellos, luego concentrar el arco al comienzo de la costura, fundir los bordes de los neumáticos hasta que se forme un baño de soldadura y comenzar a mover el arco. los bordes unidos a la velocidad de su fusión. Es necesario insertar una varilla de relleno en el borde posterior del baño de soldadura, que se utiliza para mezclar suave y uniformemente el baño de soldadura para eliminar óxidos y escorias.
2.1.23. Al terminar la costura, debes dejar que el metal se endurezca y, si se forma un agujero de contracción, excitar el arco nuevamente y derretir el cráter.
2.1.24. Al final de la soldadura, las costuras deben limpiarse a fondo de escoria, restos de fundente y gotas de metal congeladas.
El diagrama de soldadura se muestra en la Fig. 2.5.

Arroz. 2.5. Diagrama de soldadura de electrodos de carbono.
1 - neumático; 2 - revestimiento de grafito; 3 - bloque de grafito para dar forma al final de la costura; 4 - varilla de relleno; 5 - electrodo de carbono; 6 - baño de soldadura; 7 - costura.
Tabla 2.9.
Modos de soldadura manual de aluminio con electrodo de carbono.
| Grosor del neumático, mm | Espacio entre los bordes del neumático, mm | Corriente de soldadura1, A | Diámetro de la varilla de relleno2, mm | Consumo por costura de 100 mm, g | |
| aditivos | chicle TÚ | ||||
| 3 | - | 150 | 5 | 9 | 1-2 |
| 4 | - | 200 | 5 | 10 | 2-3 |
| 5 | - | 200 | 5 | 18 | 3-5 |
| 6 | - | 250 | 8 | 25 | 4-6 |
| 8 | - | 300 | 10 | 35 | 5-8 |
| 10 | - | 350 | 12 | 46 | 7-10 |
| 12 | - | 400 | 12 | 57 | 9-12 |
| 15 | - | 450 | 15 | 80 | 11-13 |
- La corriente es constante, la polaridad es recta.
- Las varillas cortadas de neumáticos o láminas deben tener una sección transversal cuadrada con un lado del cuadrado igual al diámetro de la varilla redonda indicada en la tabla.
Características de la tecnología de soldadura para conductores de aluminio de varios perfiles.
Neumáticos rectangulares
Los principales tipos de uniones soldadas de barras colectoras rectangulares se presentan en la Fig. 2.6.
2.1.25. Al soldar en el área de instalación, se deben utilizar dispositivos de ensamblaje portátiles para formar costuras, unidos directamente a los neumáticos a soldar (Fig. 2.7.).
2.1.26. Al colocar barras colectoras individualmente, por regla general, se deben realizar conexiones a tope, y al instalar paquetes de barras colectoras, se deben realizar conexiones de superposición, extremos y esquinas.

Arroz. 2.6. Uniones soldadas básicas de barras colectoras rectangulares.
a) juntas a tope de barras colectoras; b) conexiones en ángulo; c) soldar el ramal a la barra colectora; d) soldar el ramal a la barra colectora con superposición; e) soldar el compensador a los neumáticos; c) junta en T de neumáticos; g, h) soldadura de neumáticos a lo largo de los bordes superiores
1 - neumático; 2 - soldar; 3 - paquete de cintas flexibles.

Arroz. 2.7. Dispositivos portátiles para soldar neumáticos durante la instalación.
a) para soldadura a tope; b) para soldar ramas
1 - neumático; 2 - abrazadera; 3 - bloque de grafito; 4 - base del dispositivo; 5 - abrazadera plegable; 6 - rama.
2.1.27. Se deben utilizar conexiones solapadas y finales para soldar derivaciones a barras colectoras de un solo carril y de varios carriles. En este caso, las ramas también pueden ser de varios carriles y tener un espesor menor e igual. Los modos de soldadura deben configurarse para neumáticos de menor espesor.
Al soldar, es necesario utilizar dispositivos especiales que eviten la fuga de aluminio y garanticen la posibilidad de obtener una soldadura del tamaño requerido (Fig. 2.8, 2.9).

Arroz. 2.8. Soldar neumáticos por los bordes superiores con una máquina semiautomática en argón.
1 - neumáticos; 2 - abrazadera; 3 - quemador semiautomático; 4 - costura de soldadura.

Arroz. 2.9. Soldar paquetes de neumáticos a lo largo de los bordes superiores (electrodo de carbono)
1 - neumáticos; 2 - dispositivo de montaje; 3 - inserciones formadoras de carbono; 4 - aditivo; 5 - electrodo.
2.1.28. Al instalar barras colectoras completas (como ShMA, por ejemplo), el volumen principal de trabajo asociado con la fabricación de secciones ampliadas debe realizarse en el taller de piezas de instalación eléctrica, donde las barras colectoras superpuestas de secciones de longitud estándar deben conectarse mediante soldar a lo largo de los bordes superior e inferior con ribete de la unidad ensamblada (ver tabla 2.1, conexión final) para aumentar su resistencia durante el transporte y la instalación. Las conexiones de barras ensambladas en el nivel de diseño deben soldarse solo en un lado accesible para soldar.
Perfiles y tuberías
2.1.29. Para la fabricación de conductores de corriente para diversos fines especiales, además de barras colectoras rectangulares, se deben utilizar perfiles y tuberías de aluminio extruido de acuerdo con GOST 15176-89 E de los siguientes tipos: canal, viga en I, ángulo oblicuo, tubería redonda, etc.
En la figura se muestran ejemplos de uniones soldadas de neumáticos a partir de perfiles y tubos. 2.10 y 2.11.
2.1.30. Las barras colectoras en forma de caja deben fabricarse soldando dos canales ensamblados con estantes hacia adentro, utilizando abrazaderas y abrazaderas de separación, piezas de placas de aluminio (Fig. 2.12); la longitud de las soldaduras es de aproximadamente 100 mm, la distancia entre las costuras (paso) es de 1-2 m; Las costuras deben realizarse en ambos lados mediante soldadura semiautomática por arco de argón.
2.1.31. Proceso tecnológico La producción de conductores de corriente a partir de perfiles y tuberías debe basarse en el principio de soldar secciones del perfil en un hilo continuo, del cual se cortan secciones de la longitud requerida para el montaje de secciones trifásicas del conductor de corriente. La longitud de las secciones del conductor debe estar determinada por las condiciones de transporte e instalación y, por regla general, debe elegirse como un múltiplo de la distancia entre soportes o compensadores de temperatura.
2.1.32. Las áreas de fabricación de conductores deberán estar equipadas con soportes de rodillos para facilitar el movimiento y alineación de los perfiles; rotadores mecánicos (inclinadores), que garantizan que la soldadura se realice en una posición conveniente para el trabajo (Apéndice 6): sierras rotativas, que permiten cortar un perfil en un ángulo determinado, y otros mecanismos necesarios.

Arroz. 2.10. Conexiones soldadas de conductores de canales de aluminio y vigas en I.
a, k) tramos conductores con revestimiento soldado; b, m) juntas a tope; c, d, o) juntas en T; d, p) conexiones de esquina; f, g, h, p, s, t) ramales con barras planas; i, m) compensadores; j) terminar el perfil con neumáticos pinchados.
1 canal; 2 - revestimiento; 3 - costura; 4 - pinchazo; 5 - compensador; 6 - viga en I con bridas.

Arroz. 2.11. Uniones soldadas de neumáticos a partir de tuberías.
a) trasero; b) angular; c) barra en T; d, e, f) con neumáticos rectangulares; g) una punta hecha aplanando el extremo del tubo; h) punta con placa soldada de cobre-aluminio; i) un compensador de alambres soldados directamente a la tubería; j) compensador fabricado con alambres soldados a las bridas.
1 - tubería; 2 - soldar; 3 - pinchazo; 4 - placa de cobre y aluminio; 5 - compensador de cables; 6 - brida.

Arroz. 2.12. Soldar un autobús con caja a partir de un canal de aluminio.
1 canal; 2 - compresión; 3 - soplete de soldadura semiautomático; Soldadura de 4 conexiones.
2.1.33. Para facilitar el montaje, alineación y soldadura de barras colectoras de secciones contiguas de conductores de corriente, se deben utilizar revestimientos o anillos de respaldo hechos de tiras de aluminio de 3 a 5 mm de espesor y 50 a 80 mm de ancho. El inserto (anillo) debe fijarse con tachuelas a uno de los extremos del perfil y, durante la posterior soldadura de los perfiles unidos, servir como revestimiento de conformación, evitando quemaduras y fugas de metal fundido.
2.1.34. Al soldar un perfil de “viga en I con bridas”, la soldadura debe aplicarse sólo a lo largo del perímetro exterior del perfil. La unión entre las paredes interiores del perfil no podrá soldarse.
2.1.35. En conductores de canal y de viga I, para compensar los cambios de temperatura en la longitud, se deben utilizar, por regla general, compensadores de barra colectora K52-K56 según TU36-14-82. Los diseños de uniones soldadas de juntas de dilatación con perfiles se muestran en la Fig. 2.10.
La sección transversal del compensador debe ser igual a la sección transversal del perfil. Dado que el espesor del compensador, soldado solo a dos alas del perfil, es mayor que el espesor de sus alas, se deben soldar previamente desde el exterior placas de aluminio del espesor adecuado (Fig. 2.13).

Arroz. 2.13. Soldar juntas de dilatación al conductor.
1 - secciones de conductores; 2 - compensadores; 3 - tiras; 4 - soldar.
Al soldar juntas en T de tuberías, el extremo de la tubería adyacente (derivada) debe procesarse de manera que coincida con la superficie de la tubería principal, o se debe perforar un orificio en la tubería principal igual al diámetro exterior de la rama. tubo. El conjunto ensamblado debe soldarse alrededor del perímetro de la interfaz de la tubería. Los modos de soldadura deben corresponder a los modos de soldadura de tuberías con espesores de pared más delgados.
Al soldar ramas, se deben utilizar dispositivos especiales para fijar la posición de las tuberías durante la soldadura (Fig. 2.14), o el montaje se debe realizar con herramientas de soldadura por puntos. En este caso, basta con presionar los neumáticos rectangulares con una abrazadera mientras se suelda (Fig. 2.15).
2.1.36. Los compensadores para conductores tubulares deben fabricarse, por regla general, con alambre de aluminio desnudo de grado A de acuerdo con GOST 839-80* E. Para ello, dependiendo del diámetro de la tubería, se deben fabricar trozos de alambre con una longitud de 300-600 mm. cortar.
Estructuralmente, las juntas de expansión deben realizarse fusionando los extremos de los cables en un monolito anular (Fig. 2.11 i) o soldando los cables a las bridas (Fig. 2.11k) con costuras remachadas.

Arroz. 2.14. Dispositivo para ensamblar juntas en T de tuberías para soldar.
1 - balancín; 2 - barra plegable; 3 - soporte; 4 - tornillo plegable; 5 - talón; 6 - tornillo de sujeción.

Arroz. 2.15. Montaje de un neumático rectangular con tubo para soldar.
1 - tubería; 2 - abrazadera; 3 - neumático rectangular.
Para ello, se deben hacer agujeros en las bridas en las que se insertan los cables soldados. Las bridas con alambres soldados deben soldarse a las tuberías mediante soldaduras en ángulo. También es posible soldar las bridas a las tuberías con anticipación y luego insertar y soldar los cables.
Al fabricar juntas de dilatación sin bridas, los cables tratados deben ensamblarse en un dispositivo (Fig. 2.16), que consta de un mandril interno de grafito y un anillo de sujeción exterior, en el que los cables se sueldan en un anillo monolito, destinado a la posterior soldadura a tubería.
Después de soldar, la junta de dilatación se dobla hasta darle la forma requerida. En las barras colectoras tubulares también se pueden instalar compensadores de neumáticos hechos de tiras de aluminio. En este caso, se aplanan los extremos de los tubos a los que está soldado el compensador plano. La soldadura debe realizarse en modos correspondientes a los modos de soldadura de barras colectoras rectangulares.

Arroz. 2.16. Dispositivo para fusionar cables de aluminio en un monolito.
1 - mandril interno de grafito; 2 - anillo de bisagra; 3 - bisagra; 4 - alambres de aluminio; 5 - cordero.
Paquetes de soldadura de cintas y núcleos de alambre.
2.1.37. Las juntas de expansión de las barras colectoras deben realizarse fusionando los extremos de los paquetes de tiras en un monolito mediante soldadura por arco de argón con un electrodo consumible o no consumible; También es posible soldar con electrodos de carbono.
2.1.38. La soldadura del compensador en un dispositivo especial se muestra en la Fig. 2.17.
Los modos y técnicas para soldar el compensador y su soldadura a neumáticos son similares a los modos para soldar neumáticos del espesor correspondiente (ver Tabla 2.5, 2.6, 2.9). Durante el proceso de soldadura, el molde debe llenarse hasta arriba con metal fundido. Antes de soldar la cinta, se debe limpiar, desengrasar y secar el paquete.

Arroz. 2.17. compensador de soldadura
1 - soldar; 2 - revestimiento de grafito; 3 - quemador semiautomático; 4 - dispositivo para soldar; 5 - paquete de cintas; 6 - monolito soldado.
2.1.39. Los cables a las barras colectoras se deben soldar, por regla general, mediante soldadura por arco de argón. También se permite la soldadura con electrodos de carbono. En la figura 1 se muestran ejemplos de conexiones soldadas entre cables y barras colectoras. 2.18.
La soldadura de cables con barras colectoras de aluminio debe realizarse en el siguiente orden:
- retire el aislamiento de los cables hasta una longitud de al menos 60 mm;
- si es necesario, desengrasar los extremos de los cables con acetona o gasolina;
- Limpie la barra colectora y los hilos de alambre con un cepillo de alambre de acero;
- con las herramientas (Fig. 2.19, 2.20), montar el conjunto a soldar de modo que los cables sobresalgan unos 5 mm por encima del autobús;
- realizar soldadura: con una sección de cable de 16 a 95 mm2 con una corriente de 100-160 A, con una sección de cable de 120 a 240 mm2 - 150-220 A; La tecnología de soldadura es la misma que para soldar neumáticos;
- después de soldar con electrodo de carbono junta soldada limpiar a fondo de residuos de escoria y fundente.

Arroz. 2.18 Conexiones soldadas a barras colectoras
a) de extremo a extremo con un neumático horizontal; b) remache eléctrico; c) superponerse con una disposición de neumáticos vertical; d) angular.
1 - bus, 2 - alambre, 3 - soldadura, 4 - remache eléctrico

Arroz. 2.19. Dispositivo para soldar alambres con barra colectora montada en un plano.
1 - marco con bisagras; 2 - revestimiento de cobre; 3 - soporte; 4 - mango de sujeción; 5 - asa de transporte.

Arroz. 2.20 Hilos de soldadura con barra colectora montada en un borde
1 - cables; 2 - neumático; 3 - dispositivo; 4 - revestimiento de grafito; 5 - soldar; 6 - soplete de soldadura semiautomático; 7 - alambre de soldadura.
Terminación de barras de aluminio con placas de cobre-aluminio.
2.1.40. Los modos y técnicas de soldadura de placas de cobre-aluminio con barras colectoras de hasta 12 mm de espesor son similares a los que se indican en la tabla. 2.5, 2.6, 2.9. No se requiere enfriamiento de una soldadura realizada mediante soldadura por resistencia.
2.2. Soldar barras de cobre
Soldadura manual por arco de carbono
2.2.1. Para la soldadura por arco manual de cobre con electrodo de carbono, se debe utilizar el mismo equipo que para soldar aluminio (ver Tabla 2.7).
2.2.2. Para soldar se requieren los materiales enumerados en la tabla. 2.10.
Tabla 2.10.
Materiales para la soldadura manual por arco de carbono de cobre.
- Está permitido utilizar varillas cortadas de barras o láminas de cobre.
- Está permitido fabricar hornos de arco eléctrico a partir de electrodos (residuos) (ver Apéndice 4).
2.2.3. Al soldar barras colectoras de cobre, debe utilizar los mismos accesorios y herramientas que al soldar barras colectoras de aluminio. Debido a la alta fluidez del cobre fundido, es necesario formar las uniones soldadas con mucho cuidado y seguridad para evitar fugas de metal durante la soldadura. La soldadura de barras colectoras de cobre y juntas de dilatación debe realizarse sobre almohadillas de carbono con una ranura debajo de la junta; Selle los extremos de las costuras con bloques de carbón.
2.2.4. La preparación de neumáticos para soldar (excepto enderezar y cortar a medida) incluye el procesamiento de los bordes soldados según el espesor de los materiales de acuerdo con GOST 23792-79, la limpieza de los bordes soldados en un área de al menos 30 mm desde su termina.
2.2.5. Antes de soldar, las varillas de relleno deben limpiarse de grasa y suciedad. Si es necesario, se pliegan (retuercen) varias varillas de relleno.
2.2.6. Los neumáticos preparados para soldar deben colocarse y fijarse en el dispositivo, y se debe verter una fina capa de fundente sobre los bordes a soldar.
2.2.7. Al comenzar a soldar, los bordes a soldar deben calentarse con un arco, moviéndolo a lo largo de la junta hasta que aparezcan gotas individuales de cobre fundido en la zona del arco; después de calentar los bordes, concentre el arco al comienzo de la costura hasta que los bordes se derritan y aparezca un baño de soldadura; Inserte la varilla de relleno en el borde posterior del baño de soldadura (debe derretirse por el calor). No se recomienda fundir el aditivo en gotas introduciéndolo en el arco, ya que esto provoca una intensa oxidación del metal y la formación de grietas en la soldadura. Sumerja el extremo calentado de la varilla en fundente de vez en cuando e introduzca el fundente en el baño de soldadura.
Inmediatamente después de soldar, es necesario enfriar bien la costura con agua. Siempre que sea posible, la soldadura de barras de cobre debe realizarse en una sola pasada. Los modos de soldadura y el consumo de material se dan en la tabla. 2.11.
2.2.8. Las conexiones solapadas y angulares de las barras colectoras de cobre deben realizarse de la misma manera que las de aluminio.
Al soldar soldaduras de filete de estas uniones, los neumáticos deben colocarse en posición de “bote”, si es posible, porque en este caso, debido a la alta fluidez del cobre fundido, se crean las condiciones más favorables para asegurar buena calidad uniones soldadas (Fig. 2.21 a).
Si es imposible realizar la soldadura del barco, se debe utilizar la formación forzada de la costura con barras de carbón (Fig. 2.21b). En este caso, para evitar la falta de fusión de los bordes de las barras, las ramas deben fundirse sólo después de que se haya fundido la barra.

Arroz. 2.21. Soldadura de barras de cobre con solapamiento.
a) disposición de los neumáticos “barco”; b) los neumáticos están colocados “desinflados”.
1, 2 - neumáticos; 3 - soldar; 4 - bloque de carbón
Los modos de soldadura por solape para neumáticos corresponden a los indicados en la tabla. 2.11.
Tabla 2.11.
Modos de soldadura manual de cobre con electrodo de carbono.
| Grosor del neumático, mm | Corriente de soldadura, A1 | Diámetro del electrodo de carbono, mm | Diámetro de la varilla de relleno, mm | Consumo por costura de 100 mm, g | |
| aditivos | bola de cañón | ||||
| 3 | 150 | 12 | 4 | 29 | 1 |
| 4 | 180 | 12 | 4 | 35 | 2 |
| 5 | 220 | 12 | 6 | 65 | 3 |
| 6 | 260 | 15 | 6 | 105 | 4 |
| 8 | 320 | 15 | 8 | 150 | 5 |
| 10 | 400 | 20 | 8 | 210 | 7 |
| 12 | 500 | 20 | 10 | 290 | 9 |
| 20 | 1000 | 30 | 15 | 450 | 12 |
- Polaridad directa (menos de la fuente de alimentación, en el electrodo de carbono).
Soldadura por arco semiautomática con gas protector.
2.2.9. Este método de soldadura es eficaz al conectar barras colectoras de hasta 10 mm de espesor. Al soldar grandes espesores es necesario un calentamiento previo y complementario.
2.2.10. Para la soldadura semiautomática de cobre en gas protector, así como para la soldadura de aluminio, se debe utilizar el equipo especificado en los párrafos. 2.1.9, 2.1.10.
2.2.11. Al soldar, se requieren los materiales enumerados en la tabla. 2.12.
2.2.12. Al preparar neumáticos para soldar los bordes, deben procesarse de acuerdo con los requisitos de GOST 23792-79, limpiarse y desengrasarse hasta un ancho de al menos 30 mm.
2.2.13. El cable del electrodo debe limpiarse de grasa y suciedad y enrollarse en un casete semiautomático.
Tabla 2.12
Materiales para la soldadura semiautomática de cobre con arco de argón.
- Está permitido fabricar ánodos de grafito y bloques catódicos de electrolizadores, así como electrodos de hornos de arco a partir de desechos.
2.2.14. Después de colocar y asegurar los neumáticos en el dispositivo, se deben soldar utilizando una tecnología similar a la soldadura de neumáticos de aluminio (ver Fig. 2.22).

Arroz. 2.22. Soldadura semiautomática de barras colectoras de cobre en gas de protección.
1 - neumático; 2 - revestimiento de moldura de grafito; 3 - boquilla del quemador; 4 - costura; 5 - alambre de soldadura
Antes de soldar neumáticos con un espesor superior a 10 mm, es necesario precalentar los bordes a una temperatura de 600-800°C. Para calentar, utilice una llama de propano-oxígeno o acetileno-oxígeno.
Inmediatamente después de completar la soldadura, la unión debe enfriarse con agua.
Los modos de soldadura y el consumo aproximado de materiales se dan en la tabla. 2.13.
2.2.15. La soldadura de barras colectoras individuales en posición vertical y horizontal se debe realizar utilizando un alambre electrodo con un diámetro de 1,2 mm. En este caso, es necesario utilizar un dispositivo para fijar y calentar neumáticos. Los neumáticos de hasta 4 mm de espesor deben ensamblarse para soldarlos sin cortar los bordes; con un espesor de 5 mm o más, se requiere un biselado unilateral de los bordes en un ángulo de 30° con un despuntado de aproximadamente 2 mm. El espacio entre los bordes no debe exceder los 3 mm.
Antes de soldar, los neumáticos deben calentarse a una temperatura de 600°C. La primera pasada se debe realizar con una costura de “hilo”; pases posteriores - con vibraciones transversales del quemador.
Los modos de soldadura se dan en la Tabla 2.14.
Después de soldar, la costura debe enfriarse con agua.
Tabla 2.13
Modos de soldadura semiautomática de cobre con arco de argón.
| Grosor del neumático, mm | Diámetro del alambre de soldadura, mm | Corriente de soldadura1, A | Tensión de arco, V | Consumo por costura de 100 mm. | |
| alambre del electrodo, g | argón, l | ||||
| 3 | 1,2-1,6 | 240-280 | 37-39 | 20 | 10 |
| 4 | 1,2-1,6 | 280-320 | 38-40 | 24 | 11 |
| 5 | 1,4-1,8 | 320-360 | 39-41 | 33 | 12 |
| 6 | 1,4-1,8 | 360-400 | 40-42 | 47 | 14 |
| 7 | 1,6-2,0 | 400-440 | 41-43 | 64 | 15 |
| 8 | 1,8-2,0 | 440-480 | 42-44 | 84 | 17 |
| 9 | 2,0-2,5 | 480-520 | 43-45 | 106 | 18 |
| 10 | 2,0-2,5 | 520-560 | 44-46 | 130 | 20 |
Tabla 2.14
Modos de soldadura vertical semiautomática de barras colectoras de cobre.
- Corriente continua, polaridad inversa.
soldadura por plasma
2.2.16. Para la soldadura por plasma se deben utilizar instalaciones del tipo UPS-301, UPS-503, así como URPS-3M, que incluyen fuente de alimentación, panel de control, antorcha de plasma y sistema de refrigeración por agua (instalación URPS, plano LE 10942, LenPEO NPO Elektromontazh).
2.2.17. Al soldar se deben utilizar los materiales especificados en la tabla. 2.12.
2.2.18. Antes de la soldadura por plasma, los neumáticos y las varillas de relleno a soldar deben prepararse como en la soldadura semiautomática.
2.2.19. La soldadura de neumáticos debe realizarse en dispositivos que eviten fugas de metal fundido, como cuando se suelda con un electrodo de carbono.
2.2.20. Al comenzar a soldar, primero se debe encender el arco auxiliar, que es necesario para ionizar el espacio entre electrodos y así facilitar el inicio del arco principal.
Cuando se lleva un soplete con un arco auxiliar encendido a una distancia de aproximadamente 10 mm de los neumáticos que se están soldando, aparece un arco principal, que se utiliza para fundir el metal.
La técnica de soldadura por plasma es similar a la técnica de soldadura manual por arco de argón con electrodo de tungsteno: calentar los neumáticos, fundir los bordes, introducir un aditivo y mover el baño de soldadura a lo largo de los bordes. El diagrama de soldadura se muestra en la Fig. 2.23.

Arroz. 2.23. Diagrama de soldadura por plasma manual.
1 - varilla de relleno; 2 - antorcha de plasma; 3 - neumáticos soldables.
Los modos de soldadura por plasma se dan en la tabla. 2.15.
Tabla 2.15
Modos de soldadura por plasma de cobre.
| Grosor del neumático, mm | Espacio entre los bordes del neumático, mm | Corriente de soldadura, A | Tensión de arco, V | Diámetro de la varilla de relleno, mm |
| 4 | 2 | 350-400 | 37-40 | 4 |
| 6 | 4 | 380-440 | 37-40 | 6 |
| 10 | 4 | 440-450 | 40-45 | 8 |
| 12,5 | 4 | 450-500 | 40-45 | 10 |
| 20 | 5 | 800 | 40-45 | 15 |
Notas:
- La distancia desde la boquilla al producto es de » 10 mm.
- Consumo de gas formador de plasma (argón) 3-6 l/min.
Características de soldar juntas de dilatación de cobre.
2.2.21. Para garantizar una penetración completa del paquete en todo su espesor, las cintas compensadoras deben colocarse por pasos. Debajo de las tiras inferiores y superiores se deben colocar tiras de cobre de ≥ 50 mm de ancho de la misma cinta para proteger las tiras exteriores contra la fusión.
2.2.22. Para proteger las cintas contra el sobrecalentamiento, se deben aplicar placas de cobre disipadoras de calor de 8 a 10 mm de espesor en su superficie superior a una distancia de 10 mm del borde.
2.2.23. Los modos de soldadura para paquetes de tiras son similares a los modos de soldadura para barras de cobre del espesor correspondiente. La soldadura debe realizarse de manera similar a la soldadura a tope de barras colectoras, con la diferencia de que el arco se dirige principalmente hacia la barra colectora.
2.3. Soldadura de productos de instalación eléctrica de metales diferentes.
2.3.1. El cobre y el aluminio deben soldarse en la fabricación de placas y puntas de transición de cobre y aluminio mediante soldadura a tope por flash con recalcado por impacto en máquinas a tope de contacto especiales.
La soldadura debe realizarse en fábricas de instalaciones eléctricas de acuerdo con las instrucciones de fabricación.
Las placas adaptadoras de cobre y aluminio (MA y MAP) están destinadas a soldar barras colectoras de aluminio en los puntos de conexión a terminales de cobre planos o de varilla de dispositivos y máquinas eléctricas.
En los mismos casos se pueden utilizar placas adaptadoras fabricadas en aleación de aluminio AD31T1 tipo AP.
2.3.2. El aluminio debe soldarse al acero mediante soldadura por arco, por ejemplo, en la fabricación de tiras de carros de acero y aluminio y juntas de dilatación; semiautomática de arco de argón o soldadura manual electrodo de tungsteno (así como soldadura manual con electrodo de carbono) con aluminizado preliminar en caliente o galvanizado de la pieza de acero.
Las piezas de acero y aluminio (tiras U1040 y compensadores de carro U1008, etc.) están destinadas a soldar conexiones de conductores de aluminio con conductores de acero, así como conductores de acero (carros) entre sí. En este caso, la parte de acero de las tiras debe soldarse al conductor de acero utilizando electrodos convencionales para soldar acero, y la parte de aluminio, al conductor de aluminio, de acuerdo con los requisitos de estas instrucciones.
3. CONEXIONES DE CONTACTOS DESMONTABLES
3.1. Tecnología de conexión
3.1.1. Las conexiones de contacto plegables (atornilladas), según el material de los neumáticos conectados y los factores climáticos del entorno externo, se dividen en conexiones:
- sin medios para estabilizar la resistencia eléctrica;
- con medios para estabilizar la resistencia eléctrica.
3.1.2. Las conexiones de contacto de barras colectoras hechas de materiales cobre-cobre, aleación de aluminio - aleación de aluminio, cobre-acero, acero-acero para los grupos A y B, así como de materiales aleación de aluminio - cobre y aleación de aluminio-acero para el grupo A no requieren el uso de estabilización eléctrica significa resistencia. Las conexiones se realizan directamente mediante sujetadores de acero (Fig. 3.1 a).

Arroz. 3.1. Conexiones de contactos desmontables
1 - perno; 2 - nuez; 3 - lavadora; 4 - neumático (acero, cobre, aleación de aluminio); 5 - resorte de disco; 6 - arandela de color. metal; 7 - perno de metales no ferrosos; 8 - tuerca de metales no ferrosos; 9 - neumático de aluminio; 10 - neumático de aluminio con revestimiento metálico; 11 - placa de transición cobre-aluminio; 12 - placa de aleación de aluminio.
3.1.3. Las conexiones de contacto de barras colectoras hechas de materiales de aluminio-aluminio, aleación de aluminio-aluminio para los grupos A y B, así como materiales de aluminio-cobre y aluminio-acero para el grupo A deben realizarse utilizando uno de los medios de estabilización de resistencia:
- resortes de disco según GOST 3057-79* (Fig. 3.1b);
- sujetadores de cobre o su aleación (Fig. 3.1c);
- revestimientos metálicos protectores de acuerdo con GOST 9.306-85* aplicados a las superficies de trabajo de los neumáticos1 (Fig. 3.1d) - Apéndice 8;
_______________
* Se permite el uso de lubricantes conductores de electricidad u otros materiales conductores de electricidad si la posibilidad de su uso se confirma mediante los resultados de las pruebas de acuerdo con GOST 17441-84 y se indica en las normas o condiciones tecnicas para tipos específicos de dispositivos eléctricos.
- placas de transición de cobre y aluminio según GOST 19357-81* (Fig. 3.1d);
- placas adaptadoras hechas de aleación de aluminio (Fig. 3.1e).
3.1.4. Para el grupo B, las conexiones de contacto de barras colectoras hechas de materiales de aleación de aluminio-cobre, aleación de aluminio-acero deben realizarse como se muestra en la Fig. 3.1d,f; de materiales aluminio-cobre, aluminio-acero, como se muestra en la Fig. 3.1b, c, d, f.
Las superficies de trabajo de neumáticos y placas de aluminio y aleaciones de aluminio deben tener revestimientos metálicos protectores.
3.1.5. Las placas de aleación de aluminio y las partes de aluminio de las placas de cobre y aluminio deben conectarse a barras colectoras de aluminio mediante soldadura. Las conexiones desmontables de placas adaptadoras con barras colectoras de cobre deben realizarse mediante elementos de fijación de acero.
3.1.6. La ubicación y el diámetro de los orificios para conectar barras colectoras de hasta 120 mm de ancho se indican en la tabla. 3.1. La relación entre el diámetro del agujero de los neumáticos y el diámetro de los tornillos de apriete es la siguiente:
3.1.7. Se recomienda realizar cortes longitudinales en las áreas de contacto de neumáticos con un ancho de 60 mm o más, que tengan dos orificios en una fila transversal. El ancho de la incisión depende del método de realización y no debe superar los 5 mm.
Tabla 3.1.
Dimensiones, mm
| Compuesto | Rama | en³en1 | d |
 |
 |
||
| 15 | 6,6 | ||
| 20 | 9,0 | ||
| 25 | 11 | ||
| 30 | 11 | ||
| 40 | 14 | ||
| 50 | 18 | ||
 |
 |
||
| 60 | 11 | ||
| 80 | 14 | ||
| 100 | 18 | ||
| 120 | 18 | ||
 |
|||
| 80 | 14 | ||
| 100 | 18 | ||
| 120 | 18 | ||
3.2. Preparación y montaje de juntas desmontables.
3.2.1. La preparación de neumáticos para conexiones desmontables consta de las siguientes operaciones: hacer agujeros para pernos, procesar superficies de contacto y, si es necesario, aplicar un revestimiento metálico.
3.2.2. La ubicación y dimensiones de los orificios para los pernos deben corresponder a las especificadas en el apartado 3.1.6.
3.2.3. Al producir neumáticos a granel, se recomienda hacer agujeros con prensas. Para ello se debe utilizar la prensa PRU-1. Se pueden realizar cortes simultáneos de varios orificios utilizando dispositivos especiales. Al cortar agujeros con un tope y plantillas, no se deben hacer marcas.
3.2.4. La longitud de los pernos para conectar el paquete de neumáticos debe seleccionarse según la tabla. 3.2. Después de ensamblar y apretar las conexiones, deben quedar al menos dos hilos de rosca libres en los pernos.
Tabla 3.2.
| Grosor del paquete de neumáticos en conexión, mm | Longitud del perno, mm | ||||||
| aluminio con aluminio | Aluminio con cobre o con barras colectoras de aleación de aluminio. | cobre o acero | M6 | M8 | M10 | M12 | M16 |
| - | 4 | 4-6 | 16 | 20 | 20 | - | - |
| 4 | 6-7 | 7-10 | - | 20 | 25 | 30 | - |
| 5-10 | 8-10 | 11-15 | - | 25 | 30 | 35 | - |
| 11-12 | 12-15 | 16-20 | - | - | 35 | 40 | - |
| 13-17 | 16-20 | 21-25 | - | - | 40 | 45 | 50 |
| 18-22 | 21-25 | 26-30 | - | - | 45 | 50 | 55 |
| 23-27 | 26-30 | 31-35 | - | - | 50 | 55 | 60 |
| 28-32 | 31-35 | 36-40 | - | - | 55 | 60 | 65 |
| 33-37 | 36-40 | 41-45 | - | - | 60 | 65 | 70 |
| 38-42 | 41-45 | 46-50 | - | - | 65 | 70 | 75 |
| 43-47 | 46-50 | 51-55 | - | - | 70 | 75 | 80 |
| 48-52 | 51-55 | 56-60 | - | - | 75 | 80 | 85 |
| 53-57 | 56-60 | 61-65 | - | - | 80 | 85 | 90 |
| 58-62 | 61-65 | 66-70 | - | - | - | 90 | 95 |
| 63-67 | 66-70 | 71-75 | - | - | - | 95 | 100 |
| 68-72 | 71-75 | 76-81 | - | - | - | 100 | 105 |
3.2.5. Las superficies de contacto de los neumáticos deben tratarse en el siguiente orden: eliminar la suciedad y la grasa conservante con gasolina, acetona o aguarrás; para neumáticos muy sucios, utilizar neumáticos flexibles, además de limpiar las capas exteriores después de desenrollarlos, limpiar las capas internas; enderezar y procesar bajo una regla en una fresadora de neumáticos (si hay abolladuras, cavidades e irregularidades); Retire las películas extrañas con un cepillo de acero, un disco con cinta adhesiva o una lima. Se recomienda que el desmontaje de neumáticos en los talleres para piezas de instalación eléctrica se realice con una máquina ZSh-120. Al limpiar aluminio, no se permiten muelas abrasivas. No se deben utilizar limas ni cepillos de acero para procesar simultáneamente neumáticos de diferentes materiales.
3.2.6. Para eliminar las películas de óxido, se deben limpiar las superficies de trabajo. Después de limpiar neumáticos de aluminio o aleación de aluminio, es necesario aplicar a su superficie un lubricante neutro (vaselina KVZ según GOST 15975-70*, CIATIM-221 según GOST 9433-80*, CIATIM-201 según GOST con GOST 6267-74* u otros lubricantes con propiedades similares). El tiempo recomendado entre limpieza y lubricación no es superior a 1 hora.
3.2.7. Los métodos y la tecnología para aplicar recubrimientos metálicos a las superficies de contacto de los neumáticos se detallan en el Apéndice 8.
3.2.8. En caso de contaminación, las superficies con revestimientos metálicos protectores deben lavarse con disolventes orgánicos (gasolina, aguarrás, etc.) antes del montaje.
Las ranuras de cobre estañado, destinadas a sujetar barras de cobre en abrazaderas de bucle, deben lavarse con un disolvente y recubrirse con una capa de lubricante neutro (vaselina KVZ según GOST 15975-70*, CIATIM-201 según GOST 6267-74* , CIATIM-221 según GOST 9433-80* u otros lubricantes con propiedades similares). Estas ranuras no se deben limpiar con papel de lija.
3.2.9. Se permite aplicar recubrimientos metálicos a las secciones de los neumáticos (placas), que luego se sueldan a los neumáticos durante la instalación. La longitud de la sección recubierta del neumático (placa), dependiendo de la longitud de la sección transversal de esta sección, debe ser:
3.2.10. Se recomienda apretar los tornillos de las conexiones de contacto utilizando llaves indicadoras con un par de apriete según la tabla. 3.3.
Tabla 3.3.
3.2.11. En ausencia de llaves dinamométricas, los pernos de las conexiones de contacto de las barras colectoras de cobre, acero y aleaciones de aluminio deben apretarse con llaves con fuerza manual normal (150-200 N). Las conexiones de las barras colectoras de aluminio primero deben engarzarse apretando pernos con un diámetro de M12 y superiores con toda la fuerza manual (aproximadamente 400 N), luego aflojar las conexiones y volver a apretar los pernos con fuerza normal. Para diámetros de perno de 6 a 10 mm, no se debe realizar el prensado.
Las conexiones con resortes de disco se deben apretar en dos etapas. Primero se aprieta el perno hasta que el resorte del disco esté completamente comprimido, luego se afloja la conexión girando la llave en la dirección opuesta 1/4 de vuelta (ángulo de 90°) para pernos M6-M12 y 1/6 de vuelta (ángulo de 60°) ) para los tornillos restantes.
4. CONEXIONES DE AUTOBUS A TERMINALES
4.1. Los terminales de los dispositivos eléctricos según GOST 21242-75* pueden ser planos o pin. Las dimensiones de los terminales se dan en el Apéndice 9.
4.2. Las conexiones soldadas de barras con terminales de metales homogéneos deben realizarse de acuerdo con las instrucciones del apartado 2.
La conexión soldada de barras colectoras de aluminio y sus aleaciones con un terminal de cobre debe realizarse mediante una placa adaptadora de cobre-aluminio.
4.3. Las conexiones desmontables de barras colectoras con terminales planos, dependiendo del material de los terminales, barras colectoras y factores climáticos del entorno externo, deben realizarse mediante uno de los métodos especificados en los párrafos. 3.1.2-3.1.7.
4.4. Para el grupo A, las conexiones de los contactos de las barras con terminales de clavija, dependiendo del material de la barra y del valor de la corriente nominal de salida, se deben realizar:
- para barras colectoras de cobre, acero y aleaciones de aluminio, directamente con tuercas de acero1 (Fig. 4.1,a);
_________________
1 En todos los casos se deben utilizar tuercas de empuje de cobre o latón.
- para barras colectoras de aluminio con salida para corriente nominal de hasta 630 A, directamente con tuercas de cobre y sus aleaciones de acuerdo con GOST 5916-70* (Fig. 4.1, b); para corriente nominal superior a 630 A, directamente con tuercas de acero o cobre con una capa protectora de metal en la superficie de trabajo del bus (Fig. 4.1, c) o usando placas adaptadoras de cobre y aluminio según GOST 19357-81* (Fig. 4.1 , d), o placas adaptadoras de aleación de aluminio (Fig. 4.1, d).
4.5. Para el grupo B, las conexiones de contacto de las barras con terminales de clavija, dependiendo del material de las barras, se deben realizar:
- barras colectoras de cobre, directamente con tuercas de acero (Fig. 4.1, a);
- neumáticos hechos de aluminio y aleación de aluminio - usando placas adaptadoras de cobre-aluminio de acuerdo con GOST 19357-81* (Fig. 4.1, d) o placas adaptadoras hechas de aleación de aluminio (Fig. 4.1, e), mientras que las placas adaptadoras hechas de La aleación de aluminio debe tener una capa protectora de metal.
4.6. Las dimensiones de los agujeros en los neumáticos deben corresponder al diámetro del pasador:
| Diámetro del pasador, mm | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 30 | 36 | 42 | 48 | 56 |
| Tamaño del orificio del neumático, mm | 6,6 | 9 | 11 | 14 | 18 | 22 | 26 | 33 | 39 | 45 | 52 | 62 |

Arroz. 4.1. Conexión de pines
1 - terminal de clavija (cobre, latón); 2 - nuez (st); 3 - neumático (cobre, acero, aleación de aluminio); 4 - tuerca (cobre, latón); 5 - neumático (aleación de aluminio); 6 - neumático con revestimiento metálico; 7 - placa de transición cobre-aluminio; 8 - placa de transición cobre-aluminio; 8 - placa de aleación de aluminio.
5. CONEXIONES DE BARRAS FLEXIBLES ENTRE ELLAS Y CON TERMINALES EN DISPOSITIVOS DE DISTRIBUCIÓN ABIERTA
5.1. Las conexiones y derivaciones en barras colectoras flexibles de cobre, acero, aluminio y acero-aluminio de aparamentas abiertas deben realizarse engarzando, engarzando, utilizando abrazaderas de bucle o pernos de derivación. Las derivaciones de barras colectoras de aluminio y acero-aluminio deben realizarse preferentemente mediante soldadura con propano-oxígeno. Las terminaciones deben realizarse utilizando abrazaderas de hardware conectadas a la barra colectora flexible mediante engarce, pernos o soldadura. La tecnología para realizar conexiones prensadas y soldadas de neumáticos flexibles se proporciona en las instrucciones.
5.2. Las abrazaderas de perno y de derivación deben fabricarse para barras colectoras de aluminio y acero-aluminio, de aleaciones de aluminio, para cobre, de latón, para acero, de acero (Fig. 5.1, 5.2).
Las abrazaderas de bucle de perno destinadas a conectar barras colectoras de cobre a aluminio deben tener ranuras de cobre estañado soldadas en la fábrica del fabricante.
5.3. Las abrazaderas atornilladas están diseñadas para apretar neumáticos mediante matrices (Fig. 5.3). Para las barras colectoras de cobre, deben estar hechas de latón, para las barras colectoras de aluminio, de aleaciones de aluminio.

Arroz. 5.1. Abrazadera de bucle
1 - tira de sujeción; 2 - abrazadera; 3 - perno; 4 - nuez; 5 - arandela elástica.

Arroz. 5.2. Abrazadera de rama
1 - base; 2 - abrazadera; 3 - perno; 4 - nuez; 5 - arandela elástica.

Arroz. 5.3. Abrazaderas de pernos de hardware
a - para conexión a un terminal de varilla y uno plano con un orificio. b, c - para conexión a terminales planos de dos y cuatro orificios.
El diseño de abrazaderas de hardware destinadas a barras colectoras de aluminio incluye placas adaptadoras de cobre fijadas al cuerpo de la abrazadera mediante soldadura o soldadura fuerte. Estas placas proporcionan un mejor contacto al conectar una abrazadera de hardware de aluminio a un terminal de cobre en un dispositivo o a un terminal de aluminio revestido o reforzado con cobre.
Si la abrazadera de hardware de aluminio está conectada al terminal de aluminio mediante pernos o soldadura, se deben quitar las placas de cobre.
Las abrazaderas de hardware tienen uno, dos o cuatro orificios para la conexión a terminales o buses de dispositivos.
5.4. Las abrazaderas de hardware que tienen un orificio en la garra con un diámetro de 14,5 mm se pueden perforar hasta el diámetro del terminal de clavija, pero no más de 30 mm.
5.5. Las barras deben fijarse en la abrazadera en el siguiente orden:
- colocar la barra colectora en las ranuras correspondientes de la abrazadera (al instalar abrazaderas adaptadoras de cobre a aluminio, la barra colectora de cobre debe estar en contacto con la ranura de cobre estañado y la barra colectora de aluminio con la de aluminio);
- instalar matrices;
- untar la parte cortada de los tornillos con grasa AMC-1, evitando su contacto con la superficie de contacto;
- apriete los pernos.
Los pernos deben apretarse con tuercas para que todas las partes de la abrazadera experimenten la misma presión a lo largo del contacto. Una vez que los pernos estén completamente apretados, debe quedar un espacio de 3 a 4 mm entre las matrices. La proximidad de las matrices indica claramente que las dimensiones de las ranuras no corresponden al neumático en cuestión y no se proporciona la presión requerida en el contacto. Estas abrazaderas deben sustituirse.
5.6. La terminación de barras flexibles con abrazaderas de hardware para conexión a terminales planos de dispositivos debe realizarse de acuerdo con el diseño del terminal.
5.7. Las conexiones de barras colectoras flexibles terminadas con abrazaderas de hardware a terminales planos de dispositivos deben realizarse directamente.
5.8. Las conexiones de barras colectoras flexibles terminadas con abrazaderas de hardware a los terminales de clavija de los dispositivos deben realizarse:
- cobre, terminado con una abrazadera de hardware con un orificio, con un diámetro terminal de hasta 28 mm - directamente; para diámetros de salida superiores a 28 mm - mediante tiras de cobre;
- cobre, terminado con abrazaderas de hardware con dos y cuatro orificios, a través de tiras de cobre;
- aluminio y acero-aluminio, terminados con abrazaderas de hardware - a través de tiras de cobre.
6. CONTROL DE CALIDAD DE LAS CONEXIONES DE CONTACTO
6.1. Reglas de aceptación
6.1.1. Las conexiones deben verificarse durante las pruebas de calificación, estándar, periódicas y de aceptación de dispositivos eléctricos de acuerdo con los requisitos de GOST 17441-84.
6.1.2. Todos los tipos de controles y el tamaño de la muestra durante las pruebas de calificación se detallan en la tabla. 6.1.
6.1.3. Conexiones que no pasan la prueba según uno de los párrafos. 1-7 mesas 6.1, es necesario volver a probar este elemento en un número doble de muestras y los resultados de las pruebas repetidas son definitivos.
6.1.4. Los tipos de inspecciones y el tamaño de la muestra durante las pruebas de tipo deben ser suficientes para verificar aquellas características de las conexiones que pueden cambiar debido a cambios en el diseño, material o tecnología de fabricación.
6.1.5. Durante las pruebas periódicas, controles según los párrafos. 1, 4, 5 mesas. 6.1. Por lo general, las pruebas periódicas deberían realizarse una vez cada dos años.
6.1.6. Durante las pruebas de aceptación, verificaciones según párrafos. Tablas 1 y 4 6.1. El tamaño de la muestra deberá establecerse en las normas o especificaciones técnicas para tipos específicos de dispositivos eléctricos; en ausencia de tales instrucciones, el tamaño de la muestra debe ser del 0,5% (pero no menos de 3 piezas) de conexiones del mismo tamaño estándar, presentadas simultáneamente según un documento. La selección de compuestos para la muestra debe realizarse de acuerdo con GOST 18321-73*.
Tabla 6.1.
| nombre de los cheques | Elementos | Número de muestras, no menos. | Nota | |
| requerimientos técnicos | métodos de prueba | |||
| de esta instrucción | ||||
| 1. Verificación del cumplimiento de los requisitos de diseño. | 1.4; 1.5.1; 1.5.2; 1.6.7; 1.6.8 | 6.2.1...6.2.4 | 16 | Al verificar de acuerdo con los párrafos 1-7 |
| 2. Prueba de la influencia de factores climáticos ambientales. | 1.5.8 1.6.9 |
6.2.5 | 3 | Después de comprobar según el punto 1 |
| 3. Prueba de carga axial estática | 1.5.3 1.6.1 |
6.2.6 | 3 | Después de comprobar según el punto 1 |
| 4. Determinación de la resistencia eléctrica inicial. | 1.5.4, 1.6.2, 1.6.3 |
6.2.7 | 10 | Después de comprobar según el punto 1 |
| 5. Prueba de calentamiento con corriente nominal (permisible a largo plazo) | 1.5.6 1.6.5 |
6.2.8 | 10 | Después de comprobar según el punto 4 |
| 6. Prueba de ciclo de calor acelerado | 1.5.5 1.6.4 |
6.2.9 | 7 | Después de comprobar según el punto 5 |
| 7. Prueba de resistencia a las corrientes pasantes. | 1.5.5, 1.6.4, 1.5.7, 1.6.6 | 6.2.10 | 3 | Después de comprobar según el punto 5 |
6.2. Métodos de prueba
6.2.1. Al instalar conexiones de contacto para pruebas, se debe controlar su cumplimiento de los requisitos de GOST 10434-82*, TU para tipos específicos de dispositivos eléctricos o los requisitos de esta instrucción.
6.2.2. Para juntas planas desmontables, es necesario controlar la estanqueidad de las superficies de contacto. Se puede considerar que las conexiones han pasado la prueba si una sonda de 0,03 mm de espesor no ingresa en la ranura de contacto de las piezas vivas más allá de la zona limitada por el perímetro de la arandela o tuerca (Fig. 6.1). Si hay arandelas de diferentes diámetros, esta zona deberá estar determinada por el diámetro de la arandela más pequeña. Para juntas de compresión, la longitud total de las secciones donde una sonda de 0,03 mm de espesor ingresa a la junta entre los planos de acoplamiento de los conductores no debe exceder el 25% del perímetro de superposición.
Arroz. 6.1. Control de la estanqueidad de las superficies de contacto.
La profundidad de inserción permitida de una sonda con un espesor de 0,03 mm es igual a
6.2.3. Para conexiones permanentes realizadas mediante engarzado, es necesario controlar las dimensiones geométricas de la parte engarzada para cumplir con los requisitos de la cláusula 1.5.2. (Figura 6.2).

Arroz. 6.2. Elementos controlados de conexiones prensadas.
6.2.4. Se deben verificar las uniones soldadas o soldadas para verificar la ausencia de grietas, socavaciones, cráteres no fusionados y el cumplimiento de las soldaduras con los requisitos del párrafo 1.5.1.
6.2.5. Se deben realizar pruebas de la influencia de factores climáticos ambientales para cumplir con los requisitos de la cláusula 1.5.8. Se puede considerar que las conexiones han superado la prueba si, cuando inspección visual No se detectarán focos de corrosión en sus superficies de contacto que impidan su funcionamiento, y si el aumento de la resistencia eléctrica después de las pruebas no supera los valores establecidos en los párrafos. 1.5.5, 1.6.4.
6.2.6. Las pruebas de carga axial para uniones soldadas deben realizarse de acuerdo con GOST 6996-66* en muestras o uniones estándar; prueba de conexiones soldadas, engarzadas y desmontables, según GOST 1497-84*.
La resistencia de la conexión debe evaluarse comparando las cargas estáticas del eje que destruyen la conexión y todo el neumático.
Se puede considerar que las conexiones han superado el ensayo si pueden soportar las cargas axiales estáticas especificadas en los párrafos. 1.5.3, 1.6.1.
6.2.7. La resistencia eléctrica de la conexión debe medirse en el área entre los puntos que se muestran en la Fig. 6.3.
La resistencia del conductor debe medirse en la resistencia de referencia (una sección entera de conductor igual a la longitud convencional de 1 conexión).
La medición debe realizarse utilizando sondas con agujas afiladas que destruyan la película de óxido. La resistencia (caída de voltaje) de las conexiones debe medirse mediante un método de voltímetro-amperímetro de CC, un microóhmetro o un puente doble utilizando instrumentos de medición eléctricos con una clase de precisión de al menos 0,5.
La resistencia de las conexiones de barras flexibles sólo debe medirse utilizando el método voltímetro-amperímetro.

Arroz. 6.3. Puntos de medición de resistencia
a - conexión atornillada de neumáticos; b - ramal de las barras colectoras (conexión atornillada); c - conexión de autobús con terminal plana; g - junta soldada (rama de neumáticos); d - junta soldada; e - conexión de barras colectoras flexibles; g - ramal de un autobús flexible; h - terminación del bus flexible; y - conexión del autobús con una terminal flexible.
Las mediciones deben realizarse a una temperatura ambiente de 20°±10°C.
Al determinar la resistencia mediante el método voltímetro-amperímetro, se recomienda tomar la corriente de medición no más de 0,3 de la corriente nominal del conductor. Se puede considerar que las conexiones han pasado la prueba si el valor promedio de la resistencia de la muestra satisface los requisitos de los párrafos. 1.5.4, 1.6.2 y 1.6.3.
6.2.8. La prueba de calentamiento de corriente nominal debe realizarse en conexiones que hayan pasado la prueba de acuerdo con la cláusula 6.2.7. El calentamiento se realiza mediante corriente continua o alterna. Si no existe un valor de corriente nominal en las normas y especificaciones técnicas para tipos específicos de dispositivos eléctricos, las pruebas deben realizarse con la corriente de prueba, cuyos valores se dan en GOST 17441-84.
Métodos de prueba - según GOST 2933-83*. Las conexiones de contactos lineales se ensamblan en un circuito en serie. La longitud de las barras que conectan las conexiones de contacto debe ser al menos:
con un área de sección transversal de hasta 120 mm2 inclusive - 2 m, con un área de sección transversal de más de 120 mm2 - 3 m.
Se puede considerar que las conexiones han pasado las pruebas si su temperatura, teniendo en cuenta el valor operativo superior de la temperatura del aire ambiente según GOST 15543-70* (aumento de temperatura medido sobre la temperatura del aire durante la prueba más el valor operativo superior de la temperatura ambiente temperatura del aire) no es superior a los valores especificados en los párrafos. 1.5.6, 1.6.5.
6.2.9. Las pruebas aceleradas en el modo de calentamiento cíclico deben realizarse en modelos de conexiones de contactos que hayan sido probados de acuerdo con la cláusula 6.2.8. La longitud de las secciones del modelo de autobús debe ser de 250 a 300 mm. La prueba acelerada consiste en un calentamiento alterno (cíclico) de las conexiones con corriente a 120 ± 5 °C, seguido de un enfriamiento a una temperatura de 25 ± 10 °C. El valor de la corriente de prueba debe establecerse experimentalmente basándose en el tiempo de calentamiento de las conexiones de 3 a 10 minutos. Para acelerar las pruebas, se permite el enfriamiento de las conexiones mediante soplado.
El número de ciclos de calefacción-refrigeración debe ser al menos 500.
Durante las pruebas, la resistencia eléctrica de las conexiones debería medirse periódicamente cada 100 ciclos de acuerdo con la cláusula 6.2.7. y determinar el valor promedio de resistencia de la muestra.
Se puede considerar que las conexiones han pasado la prueba si el valor promedio de la resistencia de la muestra después de cada experimento de 100 ciclos en comparación con el valor promedio de la resistencia de la muestra obtenido antes del inicio de las pruebas cumple con los requisitos de los párrafos. 1.5.5, 1.6.4.
6.2.10. Las conexiones que hayan pasado las pruebas según la cláusula 6.2.8 deben probarse para determinar su resistencia a las corrientes pasantes. Los métodos de prueba para las conexiones están de acuerdo con GOST 2933-83* y GOST 687-78* E. Se puede considerar que las conexiones han pasado la prueba si cumplen con los requisitos de los párrafos. 1.5.5, 1.6.4, 1.5.7 y 1.6.6 para la resistencia eléctrica de la conexión y la temperatura de calentamiento con corriente pasante.
7. SEGURIDAD
7.1. Al instalar conexiones de contactos, se deben cumplir los requisitos de SNiP III-4-80. Las conexiones de contacto en términos de requisitos de seguridad deben cumplir con GOST 12.2.007.0-75* y garantizar las condiciones de operación establecidas por las "Reglas operación técnica Instalaciones de consumo" y "Normas de seguridad para el funcionamiento de instalaciones eléctricas de consumo", aprobadas por Gosenergonadzor el 21 de diciembre de 1984.
Anexo 1
Tabla A1.1
Términos mencionados en las Instrucciones
| Término | Documento que establece el plazo. | Definición |
| Dispositivo eléctrico | GOST 18311-80* | Dispositivo en el que, cuando funciona de acuerdo con su finalidad prevista, se produce, convierte, transmite, distribuye o consume energía eléctrica. |
| Conexión de contacto | GOST 14312-79 | Unidad de contacto que forma un contacto irrompible. |
| Conexión de contacto desmontable | Mismo | Una conexión de contacto que se puede abrir sin destruirla. Por ejemplo, tornillo, perno, etc. |
| Conexión de contacto permanente | Mismo | Una conexión de contacto que no se puede abrir sin destruirla. Por ejemplo, soldados, remachados, etc. |
| Conexión de contacto lineal | Mismo | Conexión de contactos de dos o más conductores de conductores de corriente, cables, líneas eléctricas aéreas, circuitos externos de control, alarmas, protecciones, etc. |
| Resistencia eléctrica inicial de la conexión de contacto. | Mismo | Resistencia de contacto medida inmediatamente después del montaje (antes de la prueba) |
| Aleación de aluminio sólido | Mismo | Aleación de aluminio con una resistencia a la tracción de al menos 130 MPa (13 kgf/mm2) |
| Placa adaptadora | GOST 19357-81* | Pieza conductora de corriente destinada a conectar barras conductoras de corriente hechas de materiales diferentes y conectar barras conductoras de corriente de un material a los terminales de dispositivos eléctricos hechos de otro material. |
| Placa de cobre y aluminio. | Mismo | Placa adaptadora compuesta por piezas de cobre y aluminio. |
| Placa de aleación de aluminio | Mismo | Placa adaptadora de aleación de aluminio duro |
| Conductor de puesta a tierra | PUE-86 | Conductor que conecta las partes puestas a tierra al electrodo de tierra. |
| Conductor de protección neutro | Mismo | Conductor que conecta las partes neutras al neutro de la instalación eléctrica. |
| estañado abrasivo | GOST 17325-79* | Un método de estañado con eliminación simultánea de una película de óxido de una superficie metálica mediante fricción con partículas metálicas sólidas o no metálicas. |
| Estañado por inmersión en soldadura fundida. | Mismo | - |
| Electrodo pieza (electrodo revestido) | GOST 2601-84* | Un electrodo recubierto con una mezcla de sustancias aplicadas al electrodo para mejorar la ionización, proteger contra influencias ambientales dañinas y tratar metalúrgicamente el baño de soldadura. |
| Materiales homogéneos | Mismo | Materiales cuyos potenciales electroquímicos nominales tienen un valor cercano. |
| Materiales diferentes | Mismo | Materiales con diferentes potenciales electroquímicos nominales. |
Apéndice 2
Tratamiento químico de alambres de soldadura de aluminio y sus aleaciones.
Para desengrasar y eliminar la película de óxido, el alambre de grabado debe colocarse durante 0,5-1 minutos en un baño con una solución de soda cáustica al 5%. marca técnica Y según GOST 2263-79*. Temperatura de la solución 60-70°C.
Después del grabado, el cable debe enjuagarse con agua corriente caliente durante 30 a 40 s. El alambre lavado se clarifica por inmersión durante 30-40 s en una solución al 15%. Ácido nítrico según GOST 701-89E a temperatura ambiente (16-25°C).
El alambre abrillantado se debe lavar con agua corriente durante 30-40 s y secar en un armario a una temperatura de 100-150°C.
El alambre tratado debe almacenarse en un recipiente herméticamente cerrado en un lugar seco.
El alambre con una superficie tratada químicamente se enrolla mecánicamente en bobinas en filas sin dobleces ni espacios.
Los carretes de alambre deben colocarse en una bolsa de plástico junto con un paquete de control de polvo indicador de gel de sílice deshidratado (GOST 8984-75*), que se sella a una humedad ambiental relativa inferior al 20% durante 30 minutos después del tratamiento.
Las instalaciones en las que se lleva a cabo regularmente el procesamiento químico de alambre de soldadura deben cumplir con los requisitos de las Normas de toda la Unión para el diseño tecnológico de empresas de ingeniería mecánica, fabricación de instrumentos y metalurgia. Taller de revestimiento de metales", ONTP 05-86, aprobado por el Ministerio de Industria Automotriz el 05/03/86 de acuerdo con el Comité Estatal de Ciencia y Tecnología de la URSS y el Comité Estatal de Construcción de la URSS del 30/12/85 , 45-1246.
Apéndice 3

Portaelectrodos para electrodo de carbono
- electrodo de carbono;
- pantalla protectora;
- mango dieléctrico;
- cable de soldadura.
Apéndice 4

Electrodos de grafito carbono
Apéndice 5
Fundentes de soldadura
Nota.
Los fundentes están contenidos en recipientes de vidrio herméticamente cerrados.
Apéndice 6

Rotador para tramos de conductores trifásicos.
- borde partido;
- rodillos;
- ejes de rodillos;
- bastidores;
- base;
- estantes con abrazaderas.
Los conductores rectangulares se conectan entre sí mediante pernos, pernos o abrazaderas. El número de tornillos está determinado por el tamaño del neumático. Es más conveniente asegurar la fuerza de compresión de las superficies de contacto utilizando varios pernos de sección transversal más pequeña que un perno de sección transversal más grande, ya que en el primer caso el número de puntos de contacto es mayor. Como resultado, la resistencia de contacto de la conexión disminuye y se produce una distribución más uniforme de la corriente en el área de contacto. Los terminales de contacto planos y pin de dispositivos eléctricos se fabrican de acuerdo con GOST 21242-75.
Las conexiones de varias fases entre sí se realizan colocándolas en un enlace, y no en pares, ya que en este último caso la superficie de contacto es mucho menor y la resistencia de transición es mayor.
Cuando pasa una corriente eléctrica, las partes de la conexión de contacto se calientan y expanden debido al calentamiento. En caso de cortocircuito se produce un calentamiento y una expansión especialmente importantes. La expansión no es la misma en toda la conexión del contacto, ya que sus partes tienen diferentes coeficientes de expansión lineal.
Los pernos que conectan barras colectoras de cobre y aluminio funcionan en condiciones desfavorables, ya que el coeficiente de expansión lineal de un perno de acero es menor que el de una barra colectora de cobre o aluminio: además, los pernos siempre se calientan mucho menos que las barras colectoras durante un cortocircuito.
En el modo de cortocircuito, actúan fuerzas adicionales sobre los pernos que, sumadas a la fuerza de apriete del perno, pueden provocar deformaciones residuales y un debilitamiento de la conexión de contacto cuando la temperatura desciende. Cuanto más grueso es el paquete de neumáticos, mayor es la tensión mecánica que se produce en los pernos tensores. Estas tensiones se pueden reducir utilizando resortes de disco.
Los resortes Belleville para fines eléctricos se fabrican de acuerdo con GOST 17279-71 de dos tipos:
Ш - resortes para mantener la presión de contacto en las juntas de los neumáticos,
K: resortes para mantener la presión de contacto en conexiones de terminales de cable con terminales de equipos eléctricos que tienen un plano de contacto reducido en comparación con las barras colectoras
Los principales parámetros de los resortes se muestran en la Fig. 1.

Arroz. 1. Resorte de disco.
Se permite realizar conexiones sin el uso de resortes de disco, pero instalando una arandela gruesa debajo de la cabeza del perno o debajo de la tuerca en el lado de aluminio. Las dimensiones de las arandelas normales (GOST 11371-78) y ampliadas (GOST 6958-78) se dan en las tablas de referencia.
La longitud de la superposición (superposición) de los elementos conectados en una conexión de contacto con uno o cuatro pernos rara vez excede el ancho del neumático, y con dos pernos varía de 1,5 a 2 veces el ancho del neumático.
Se logra una disminución de la resistencia de contacto de una conexión de contacto aumentando la presión y disminuyendo la rigidez.

Figura 2. Conexión de contacto de neumáticos con sección longitudinal.
Para reducir la rigidez de la conexión de contacto, se realizan en los neumáticos cortes longitudinales de 3-4 mm de ancho y 50 mm de largo (Fig. 2).
Los tornillos de la conexión se seleccionan en función de las presiones específicas requeridas entre las superficies de contacto, la densidad de corriente aparente y las fuerzas de tracción admisibles para los tornillos. A continuación se indican las presiones específicas recomendadas en las juntas de contacto, MPa, según el material de la junta de contacto.
Cobre estañado - 0,5 - 10,0
Cobre, latón, bronce, sin estañar - 0,6- 12,0
Aluminio - 25,0
Acero estañado - 10,0 - 15,0
Acero sin estañar - 60,0
La longitud de los pernos se selecciona de tal manera que después de ensamblar y apretar las conexiones, queden al menos dos hilos de rosca libres.
Los tornillos de las conexiones de contacto se aprietan con una llave, asegurando los valores de torque indicados en las tablas de referencia.
Los tornillos de las conexiones con resortes de disco se aprietan en dos pasos. Primero se aprieta el perno hasta que el resorte del disco esté completamente comprimido, luego se afloja la conexión girando la llave en sentido contrario 1/4 de vuelta para los pernos MB y M12 y 1/6 de vuelta para los pernos restantes.
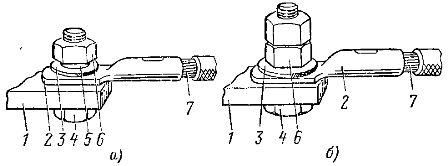
Arroz. 3. Conexión de un conductor de cobre con un conductor plano de cobre o aleación de aluminio: a - para pernos hasta M8, b - para todos los tamaños de pernos, 1 - conductor, 2 - punta, 3 - arandela, 4 - perno, 5 - arandela elástica, 6 - tuerca, 7 - núcleo.
La conexión de conductores planos a terminales planos de cobre o aleación de aluminio (Fig.3) se realiza mediante pernos de acero (GOST 7798-70), tuercas (GOST 5915-70) y arandelas (GOST 11371-78), y a terminales de aluminio - utilizando medios de estabilización de la presión de contacto: resortes de disco o sujetadores de cobre o aleaciones de aluminio con un coeficiente de expansión lineal (18-21) x 10-6 °C-1 (Fig. 4).
Al ensamblar una conexión con resortes de disco, se coloca una arandela agrandada en el costado del terminal de aluminio y una arandela normal en el costado de la pestaña de cobre de la punta. Las contratuercas no se utilizan en conexiones con resortes de disco.

Arroz. 4. Conexión de un conductor de cobre con un terminal plano de aluminio: a - mediante resortes de disco, b - mediante sujetadores de metales no ferrosos, 1 - terminal, 2 - punta de cobre, 3 - arandela elástica, 4 - perno de acero, 5 - tuerca de acero, 6 - arandela de acero agrandada, 7 - resorte de disco, 8 - núcleo de cobre, 9 - perno de metal no ferroso, 10 - tuerca de metal no ferroso, 11 - arandela de metal no ferroso.
Si no se dispone de resortes de disco o pernos y tuercas de metales no ferrosos de los tamaños requeridos, la conexión se puede realizar utilizando una arandela agrandada, siempre que la resistencia de contacto y la temperatura de calentamiento de la conexión estén dentro de los límites especificados.

Arroz. 5. Fijación de dos terminales al terminal plano.
En los casos en que las conexiones de contacto se operan en una habitación con una humedad relativa superior al 80 % y una temperatura de al menos 20 °C o en un ambiente químicamente activo, se realizan utilizando placas de transición de cobre y aluminio. Se puede realizar una conexión directa de un conductor de cobre a un terminal de aluminio en el caso de que el terminal de aluminio tenga un revestimiento metálico protector.

Arroz. 6. Piezas adaptadoras para conectar más de dos terminales a los terminales.
Al realizar una conexión al terminal plano de dos núcleos de cable, las terminales deben colocarse a ambos lados de la abrazadera plana (Fig. 5) para garantizar la menor resistencia de transición y mantener una distribución de corriente más uniforme. Si es necesario conectar más de dos terminales a un terminal o el orificio del terminal no corresponde al orificio de la terminal, se utilizan piezas adaptadoras. Las puntas están conectadas simétricamente a la pieza de transición (Fig. 6).
La conexión de conductores planos de cobre y terminales a terminales de clavija se realiza mediante tuercas estándar de cobre y sus aleaciones. Las conexiones con corrientes nominales de hasta 30 A se realizan mediante tuercas de acero recubiertas de estaño, níquel o cadmio.

Arroz. 7. Conexión de la punta al terminal de clavija: 1 - punta, 2 - tuerca de cobre agrandada, 3 - tuercas de acero, 4 - terminal de clavija, 5 - núcleo.

Arroz. 8. Conexión de dos orejetas con terminal de clavija: 1 - orejetas, 2 - tuercas, 3 - terminal de clavija.
Los conductores planos de aluminio con corrientes de hasta 250 A se conectan de la misma manera que los de cobre, y con corrientes de 250 a 400 A, se utilizan tuercas de empuje agrandadas para la conexión (Fig. 7).
La conexión de dos puntas al terminal pin (Fig. 8) debe realizarse de forma simétrica, y cuando se conectan más de dos puntas se utilizan piezas adaptadoras.
Para corrientes superiores a 400 A, se deben utilizar terminales de cobre-aluminio o se deben reforzar (revestir) los extremos de las barras colectoras.
La conexión de conductores redondos a terminales planos y de clavija se realiza después de darles forma de anillo mediante arandelas de estrella. Al apretar un tornillo o una tuerca, las patas de las arandelas en estrella no deben tocar la superficie del terminal o la tuerca de empuje para que el anillo central quede firmemente presionado contra la abrazadera.
El anillo de alambre se coloca debajo de la cabeza del perno o tuerca para que cuando se aprietan los pernos o tuercas, no se salga de debajo de ellos (Fig. 9). En los casos en los que el núcleo de un solo cable de aluminio termina con una punta de anillo (pistón), no se utiliza la arandela de estrella.

Arroz. 9. Conexión de un conductor de aluminio con una sección transversal de hasta 10 mm2 con cables: a - plano, b - pasador, 1 - tornillo, 2 - arandela elástica, 3 - arandela de estrella, 4 - conductor doblado en forma de anillo, 5 - abrazadera plana, 6 - terminal de clavija, 7 - tuerca.

Arroz. 10. Conexión de un conductor de cobre con una sección transversal de hasta 10 mm2 con terminales: a, b - plano, c, d - pin, 1 - tornillo, 2 - arandela elástica, 3 - arandela, 4 - monofilar conductor doblado en forma de anillo, 5 - abrazadera plana, 6 - abrazadera de pasador, 7 - tuerca, 8 - núcleo terminado con una orejeta plana o de anillo.
Los conductores de cobre con una sección transversal de hasta 10 mm2 se conectan a terminales planos y de clavija mediante tornillos, arandelas, arandelas elásticas y tuercas (Fig. 10). Cuando se conectan núcleos terminados en una punta (pistón), no se utiliza la arandela.
Arroz. 11. Conexión de un núcleo trenzado de aluminio con una abrazadera cilíndrica: a - usando una punta de pasador, b - después de fusionar el extremo del núcleo en un monolito con la adición de aditivos de aleación, 1 - cuerpo, 2 - tornillo de sujeción, 3 - punta de alfiler, 4 - núcleo trenzado, 5 - el extremo del núcleo, fusionado en un monolito.
Con terminales de tornillo para conexión enchufable, los conductores multifilares de aluminio o cobre se pueden conectar después de terminarlos con un terminal de clavija o después de fusionar el extremo del conductor en un monolito con la adición de aditivos de aleación.
Mediante este tipo de conexión se combinan en una sola estructura todos los elementos del cableado eléctrico, tanto entre ellos como con una fuente de energía eléctrica.
¿Qué es el contacto eléctrico?
El contacto eléctrico es el contacto de elementos que crea un funcionamiento continuo. red eléctrica. En otras palabras, un contacto eléctrico es un nodo a través del cual se produce el contacto.
¿Cómo se hace el contacto eléctrico?
Entre conductores, este tipo de conexión se realiza presionando un elemento conductor de corriente sobre otro. En este caso se utilizan pernos, tornillos, abrazaderas, resortes, remaches, cambios de forma de las uniones (por ejemplo, engarzados o retorcidos), soldadura, soldadura fuerte, pegado, etc.
¿Cuáles son los tipos de conexiones de contacto?
Todas las conexiones de contactos se pueden dividir en tres grupos:
1. No separables: estas conexiones no se pueden desmontar en absoluto sin destruir al menos una de las partes que forman esta conexión. Dichas conexiones incluyen las siguientes: soldadas, soldadas, remachadas, prensadas y pegadas.
2. Plegables: se pueden desmontar en elementos individuales para que las partes conectadas permanezcan intactas. Estas son las siguientes conexiones: atornilladas, atornilladas y en cuña.
3. Desmontable: estas conexiones incluyen un enchufe y una toma de corriente.
¿Cuáles son los tipos de conexiones de contacto?
En base a esta característica, todas las conexiones de contacto se dividen en dos grupos: totalmente metálicas con contacto físico soldado y compresión, que se combinan en una estructura utilizando contacto mecanico. En este caso, las conexiones de compresión pueden ser tanto simples como complejas. Los simples se obtienen conectando conductores de estructura sólida. Los complejos se forman como resultado de la conexión de un cable trenzado y una punta o manguito, además, se obtiene una conexión compleja entre dos cables trenzados.
¿Cómo se dividen las conexiones de contacto por propósito?
Según la función que realizan las conexiones de contacto en los dispositivos de distribución, se pueden dividir en conexiones, conexiones y derivaciones.
¿Cuál debería ser la resistencia de contacto?
Después de realizar la conexión del contacto, la resistencia debe ser tal que no sea mayor que el valor similar de una sección de todo el conductor. Si dicha conexión se realizó a partir de conductores de diferentes materiales, entonces la resistencia debe compararse con la resistencia de la sección del conductor cuya conductividad es menor.
Durante el uso, la resistencia de esta conexión no debe ser superior a 1,8 veces la resistencia de todo el núcleo.
¿Cuáles son las tecnologías para producir conexiones de contacto?
Actualmente, existen una serie de tecnologías que producen conexiones de contacto entre elementos por las que posteriormente pasa la corriente eléctrica:
Soldadura eléctrica por calentamiento por contacto;
Soldadura eléctrica mediante electrodo de carbono;
Soldadura gas-eléctrica;
Soldadura de gas;
Soldadura por termita;
Soldadura a tope por contacto;
Soldadura por presión en frío;
Soldadura;
Prensado;
Retortijón;
Apriete con pernos o tornillos.
¿En qué casos se utiliza la soldadura eléctrica? ¿Con calentamiento por contacto?
Este tipo de conexión se utiliza para terminar, conectar y derivar cables de aluminio cuya sección transversal no supere los 1000 mm2. Además, esta tecnología se utiliza para conectar cables de diferentes materiales: cobre y aluminio.
¿Dónde se utiliza la soldadura por resistencia utilizando materiales de aporte?
Se utiliza para conectar y terminar conductores de aluminio que contienen varios hilos, así como para cables cuya sección transversal no supere los 2000 mm2.
¿En qué casos se recurre a la soldadura eléctrica con electrodo de carbono?
Esta tecnología se utiliza para conectar barras colectoras de aluminio de una amplia variedad de secciones y configuraciones.
¿Cuándo se utiliza la soldadura gas-eléctrica?
Muy a menudo, este tipo de conexión se utiliza para conectar conductores de aluminio y cobre.
¿Cuáles son las ventajas y desventajas de la soldadura gas-eléctrica?
La principal cualidad positiva de la soldadura gas-eléctrica es que se realiza sin fundentes. Sin embargo, esta tecnología también tiene un inconveniente importante: no se puede realizar sin un equipo bastante caro y, en este caso, se utiliza gas caro.
Debido a esto, la soldadura gas-eléctrica generalmente se usa para conectar barras colectoras de aleación de aluminio con barras colectoras de cobre.
Además, para combinar alambres de aluminio y cobre de diversas secciones y configuraciones, utilizan soldadura de gas, y en este caso se utiliza un equipo bastante incómodo que ocupa mucho espacio.
¿Para qué aplicaciones es más adecuada la soldadura con termita?
La soldadura por termita se utiliza para conectar cables de acero, aluminio y cobre. Además, este método La conexión es adecuada para neumáticos de todas las secciones. Es mejor utilizar este tipo de soldadura para combinar cables de líneas eléctricas desnudos en un sistema en el campo.
Para realizar dicha soldadura, no se necesitan equipos demasiado complejos y engorrosos. Este tipo de soldadura es muy sencilla de realizar, el principal problema en este caso es que al realizar soldadura con termita aumenta el riesgo de incendio. Hay un requisito más: para realizar soldadura con termita, es necesario que los cartuchos y cerillas de termita se almacenen en condiciones especiales. La soldadura de termita-crisol se utiliza para conectar tiras de acero que forman bucles de conexión a tierra, así como para instalar cables de protección contra rayos.
¿Dónde se utiliza la soldadura a tope en frío y por resistencia?
Se debe utilizar soldadura a tope por contacto si es necesario conectar una barra colectora de aluminio a una de cobre.
La soldadura por presión en frío se utiliza para conectar barras colectoras de aluminio y cobre de sección media. Además, se utiliza para conectar cables unifilares cuya sección transversal no supere los 10 mm2. Para realizar este tipo de soldadura no es necesario utilizar ningún Materiales adicionales o accesorios de contacto.
¿Dónde se utiliza la soldadura?
Se pueden conectar cables de aluminio y cobre de cualquier sección transversal mediante soldadura. Al mismo tiempo, esta tecnología no es complicada y no requerirá el uso de ningún equipo complejo o voluminoso, pero su implementación tendrá que costar mucho dinero. un gran número de tiempo y esfuerzo.
¿En qué casos recurren a pruebas de presión?
El engarzado se utiliza para realizar una conexión de contacto para cables de aluminio, acero-aluminio y cobre, tanto aislados como no aislados. La sección transversal de dichos cables es de hasta 1000 mm2. Al realizar terminaciones y conectar conductores, debe seleccionar con mucho cuidado y cuidado las puntas, manguitos y punzones con troqueles.
Está permitido torcer cables solo si se utilizarán en líneas de comunicación. La elección de la tecnología de conexión de contactos depende directamente de qué materiales deben conectarse entre sí, de su sección transversal, voltaje, forma y de las condiciones de instalación.
¿Cómo preparar un conductor para una conexión de contacto?
En este caso, la preparación depende directamente de la tecnología que se utilizará para realizar la conexión de contacto. Digamos que cuando se utiliza soldadura, los extremos deben cortarse en pasos o en un ángulo de 55°. Esto se hace para que se produzca contacto entre la parte tubular del manguito y los cables de cada lado.
Al utilizar terminaciones o conectar núcleos de sectores o segmentos con herramientas especiales, los cables deben redondearse con unos alicates. Esto se hace para que el núcleo encaje fácilmente en la cavidad del manguito.
Los extremos de contacto de los conductores planos que deben soldarse deben enderezarse y también deben procesarse los bordes.
¿Cómo obtener un contacto confiable entre los conductores conectados?
Para que dicho contacto sea lo más estrecho posible, se deben limpiar a fondo de películas. En este caso, es necesario utilizar enjuague, disolución química de las películas que puedan quedar sobre el metal. Es bastante aceptable recurrir a la limpieza mecánica. Muy a menudo, todos estos métodos de limpieza se utilizan juntos.
Sin embargo, es bastante eficaz utilizar la limpieza mecánica en combinación con el enjuague y la disolución. El método mediante el cual se limpiará la superficie debe seleccionarse dependiendo de los materiales de los que estén hechos los elementos que se van a conectar. También es necesario prestar atención a si tienen revestimientos protectores de metal, a los tipos de películas, y también es necesario tener en cuenta la tecnología mediante la cual se realizará esta conexión de contacto.
La forma más sencilla de limpiar la superficie es mecánicamente. Esto se hace limpiando con cepillos de acero o cepillos de cinta de cartón. Las superficies de contacto de aluminio deben limpiarse lo más a fondo posible. Primero, debe aplicar un lubricante protector especial a la superficie. Lo mejor es utilizar vaselina técnica para este fin. Esto se hace para garantizar que la superficie de los elementos unidos no se vuelva a oxidar.
Si la superficie está cubierta con una capa de película de aceite, primero se debe desengrasar con disolventes. A continuación, el conductor se limpia mecánicamente hasta que alcanza un brillo similar al de un espejo.
¿Cómo proteger la superficie de una nueva contaminación?
Para evitar que la superficie se vuelva a contaminar, es necesario protegerla adicionalmente. En este caso, la protección debe seleccionarse dependiendo de qué conexión de contacto se utilizará. El grado de protección también está influenciado por el material del que están hechos los conductores y las condiciones en las que se ubicará la conexión.
Digamos que al realizar soldadura por contacto o soldar, la superficie debe protegerse de la oxidación mediante fundentes. Cuando se utilizan conexiones atornilladas, engarzadas o torcidas, se protegen de la oxidación con la ayuda de lubricantes de contacto.
¿Por qué deben caracterizarse los lubricantes de contacto?
Estas sustancias deben tener un alto grado de adherencia. Desde un punto de vista químico, deberían ser neutrales, pero cualidades fisicas su principal característica es la elasticidad.
Los lubricantes de contacto protectores pueden ser: vaselina de proceso o de condensador, pasta de vaselina de cuarzo. Vale la pena señalar que estos lubricantes se aplican a la superficie en una capa delgada.